MIG/MAG-hitsaus
MIG/MAG-hitsaus (engl. metal inert gas / metal active gas welding) on kaasukaarihitsausmenetelmä, jossa sähkövirran avulla muodostuva valokaari palaa lisäainelangan ja hitsattavan kappaleen välissä suojakaasun ympäröimänä. Hitsattaessa valokaari sulattaa perusaineen ja lisäaineen yhtenäiseksi materiaaliksi liittäen kappaleet yhteen.

MIG/MAG-hitsauksen etuja ovat nopeus ja hitsin puhtaus. Hitsin päälle ei tyypillisesti muodostu kuonakerrosta kuten puikkohitsauksessa.
Hitsattavien kappaleiden ainevahvuudet ovat tyypillisesti yli yhden millimetrin, mutta taitava hitsaaja kykenee hitsaamaan MIG/MAG-laitteistolla ohuempiakin materiaaleja, minkä johdosta MIG/MAG-hitsausmenetelmä voittikin nopeasti ohutlevyhitsauksessa alaa kaasuhitsaukselta varsinkin autopeltitöissä jo paremman paloturvallisuutensakin ansiosta.
Lisäainelangan syöttönopeus ja hitsausjännite säädetään hitsattavien kappaleiden materiaalin, materiaalipaksuuden, halutun tunkeuman ja halutun hitsin muodon mukaan.
Lisäainelanka on ohutta metallilankaa, jonka koostumus on yleensä lähes sama kuin perusaineella. Lisäaine syötetään poikkeuksetta koneellisesti. Lisäainelangan paksuus vaihtelee tyypillisesti 0,6 mm ja 1,6 mm välillä.
Tunkeuman ja hitsin muodon hallinta on MIG/MAG-hitsauksessa vaikeampaa kuin TIG-hitsauksessa, mutta vastaavasti TIG-menetelmä on hitaampi ja vaatii lisäainetta käytettäessä kahden käden saumatonta yhteistyötä ollen näin myös vaikeampaa.
Näennäisestä suoritusteknisestä helppoudesta huolimatta MIG/MAG-laitteiston hitsausarvojen asettaminen voi tuottaa aloittelijalle vaikeuksia. Nykyään löytyy kuitenkin ns. synergisiä MIG/MAG-hitsauskoneita, joihin parhaassa tapauksessa tarvitsee asettaa ainoastaan hitsattavan materiaalin paksuus ja kone asettaa tämän perusteella langansyöttönopeus- ja jännitearvot kohdalleen. Vielä hitsaajan vastuulle jää kuitenkin polttimen oikeaoppinen kuljettaminen ja vapaalangan pituuden hallinta. Vapaalangan pituus vaikuttaa perusaineeseen kohdistuvaan sulatustehoon. Pelkän vapaalangan pituusvirheen vuoksi hitsiin saattaa helposti jäädä huomaamattomia virheitä jännite- ja langannopeusasetuksien sopivuudesta huolimatta.
Suojakaasu voidaan syöttää hitsisulan ympärille joko hitsauspolttimen kautta erillisestä kaasupullosta tai käytettävä lisäainelanka voi sisältää materiaalia joka muodostaa hitsattaessa suojaavaa kaasua sulan ympärille. Tällöin puhutaan ydintäytelangasta. MIG/MAG-hitsauksessa voidaan käyttää myös sekä ydintäytelankaa, että suojakaasua yhtä aikaa. Tällöin puhutaan kaksoissuojakaasuhitsaamisesta (eng. Dual Shield Gas). Kaksoissuojakaasuhitsaaminen mahdollistaa suuremman hitsausnopeuden ollessaan vähemmän kriittinen asetuksille ja hitsaajan kuljetusvirheille. Sekä ydintäytelanka-, että kaksoissuojakaasuhitsauksessa hitsin päälle muodostuu tyypillisesti kuonaa, joka täytyykin poistaa lopuksi koputtelemalla tai teräsharjalla harjaamalla.
Ydintäytelanka on kilohinnaltaan n. 2,5 kertaa kalliimpaa kuin tavallinen täytelankalähde? ja sitä kuluu enemmän jokaista hitsisauman mittayksikköä kohden sillä vain osa siitä on lisäainetta osan ollessa suoja-ainetta. Ydintäytelankahitsaaminen on siis kalliimpaa kuin ulkoisella suojakaasulla hitsaaminen vaikka suojakaasun kulutus huomioitaisiinkinlähde?. Kaksoissuojakaasuhitsaaminen on täten luonnollisesti kaikkein hintavinta.
Pääsääntöisesti MIG/MAG-hitsin päälle ei muodostu kuonakerrosta. Poikkeuksen tähän tekevät tietyntyyppisetselvennä täytelangat.
Historia
MIG-hitsaus kehitettiin alun perin erikoismenetelmäksi alumiinin hitsausta varten.
Hitsauslaitteisto

MIG/MAG-hitsauslaitteisto muodostuu virtalähteestä, langansyöttölaitteesta, hitsauspolttimesta ja monitoimikaapelista, sekä maattokaapelista että -puristimesta ja mahdollisesta suojakaasulaitteistosta. Usein virtalähde, langansyöttölaite ja suojakaasuventtiili on koottu saman kuoren sisään kompaktiksi hitsauskoneeksi, mutta vaativaan hitsaukseen tarkoitetut laitteet kootaan yleensä erillisistä moduuleista. Yleensä näissä koneissa virtalähde on oma erillinen yksikkönsä ja langansyöttölaitteeseen on yhdistetty ohjauselektroniikka, sekä kaasunvirtausta hallitseva venttiili. Saatavilla on myös venttiiliä kehittyneempiä virtauksenhallintalaitteita, joko erillisenä moduulina tai langansyöttö- tai hitsauslaitteeseen sisäänrakennettuina.
Toisinaan hitsauslaitteisto tukee erinäisiä kaukosäätimiä, joilla voidaan hallita langansyöttöä tai hitsausjännitettä. Kaukosäätimet voivat olla esimerkiksi jalkapolkimia tai hitsauspistooliin integroituja säätimiä.
Virtalähde
Virtalähteestä saadaan hitsauksessa tarvittava sähköteho. Tyypillisesti suurin saatava hitsausvirta vaihtelee laitteen mukaan 100 ja 600 ampeerin välillä. Hitsausjännitteet vaihtelevat runsaasta kymmenestä voltista useisiin kymmeniin voltteihin. MIG/MAG-hitsaukseen soveltuva virtalähde pitää hitsausjännitteen lähellä hitsaajan asettamaa arvoa, toisin kuin TIG- ja puikkohitsauksessa, joissa laitteen käyttäjä asettaa hitsausvirran, joka pysyy jokseenkin vakiona. Virtalähteessä voi olla lisäominaisuuksia, kuten katkohitsaus tai hitsausjännitteen tai langansyötön pulssitus.
Langansyöttölaite
Langansyöttölaitteen tehtävä on syöttää lisäainelankaa poltinkaapelissa kulkevan langanjohtimen kautta hitsauspolttimeen. Langansyöttönopeus on säädettävä. Yleisimmässä ratkaisussa lankaa vedetään lankakelalta ja työnnetään langanjohtimeen syöttömoottorin pyörittämien syöttöpyörien avulla. Syöttöpyöriä on saatavana useilla erilaisilla urilla varustettuna eri paksuisten ja eri materiaalia olevien täytelankojen mukaan. Syöttöpyörien urien koko ja profiilit vaihtelevat ja ne voivat myös olla pyällettyjä. Erilaisten uraprofiilien vaikutukset ilmenevät lankaan syntyvien muodonmuutosten ja pidon erilaisuutena. Uran koko valitaan käytettävän täytelangan paksuuden mukaan. Jos lisäainelanka on pehmeää kuten alumiinia, on usein tarpeellista käyttää moottoripistoolia (eng. Spool Gun), jotta langansyöttö toimisi tasaisesti ja luotettavasti. Moottoripistooli on hitsauspoltin, johon on liitetty langansyöttömoottori. Kun langansyöttölaitteen ja hitsauspolttimen etäisyys on suuri, on hyvä käyttää välisyöttölaitetta, jotta langansyöttö toimisi häiriöttä, eikä häiriöt heikentäisi hitsaussaumaa.
Hitsauspoltin
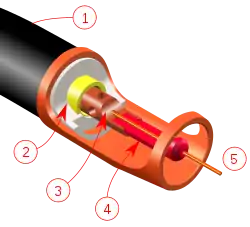
MIG/MAG-hitsauspoltin on laite, joka syöttää lankaan virran, suuntaa hitsauskaasuvirtauksen hitsauskohtaan ja sisältää kytkimen tai kytkimiä, joilla hitsaustapahtumaa voidaan hallita. Hitsauspolttimen virtasuutin valitaan hitsattavan aineen, langanpaksuuden ja hitsaustilanteen mukaan. Alumiinia hitsattaessa sekä kuumakaarialueella hitsattaessa käytetään hieman tavallista nimellismittaa suurempia suuttimia. Hitsauspolttimen suoritusarvoja ovat suurin sallittu paloaikasuhde ja hitsausvirta.
Poltinkaapelilla hitsauspoltin kiinnitetään hitsauskoneeseen. Poltinkaapeli on yleensä hitsauspolttimessa kiinni kiinteästi ja useimpiin koneisiin se liitetään EURO-liittimellä. Poltinkaapelissa on ulkokuori, joka pitää kaapelin koossa ja suojaa sen sisällä olevia kaapelin osia. Kaapelin suojakuoren sisällä kulkevat virtajohdin, signaalijohtimet, kaasuletku, langanjohdin ja vesijäähdytetyn pistoolin tapauksessa jäähdytysnesteletkut. Signaalijohtimet tuovat hitsauspolttimeen liitetyiltä kytkimiltä ja säätimiltä ohjaussignaalit hitsauskoneelle. Kaasuletku johtaa hitsauskaasun hitsauspolttimelle. Langanjohtimen tehtävä on ohjata hitsauslanka polttimelle. Langanjohtimia on eri täytemateriaaleja ja eri paksuisia täytelankoja varten. Pehmeille täytemateriaaleille, kuten alumiinille, täytyy tyypillisesti käyttää teflonisia langanjohtimia, jotka eivät kuitenkaan kestä kovempia täyteainemateriaaleja. Silikonipronssille (CuSi3) jotkin laite- tai lankavalmistajat suosittavat teflonjohdetta, kun taas toiset eivät. Periaatteella täytelangan valmistajan suositus on ristiriitatilanteessa merkitsevä.
Suojakaasulaitteisto
Suojakaasulaitteiston tehtävänä on syöttää hitsauspolttimeen suojakaasua sitä tarvittaessa. Suojakaasu saadaan joko kiinteistön kaasuverkostosta tai kaasupullosta, jonne suojakaasua on varastoitu puristamalla se korkeaan paineeseen. Kaasupulloon liitetään paineenalennin/virtauksensäädin, joka alentaa kaasun paineen hitsauslaitteelle sopivaksi ja säätää virtausnopeuden oikeaksi. Hitsauslaitteen yhteydessä on tyypillisesti sähkötoiminen magneettiventtiili, joka ohjaa kaasunvirtausta siten, että kaasua tulee polttimelle ainoastaan hitsauksen aikana. Joskus venttiiliä ohjataan suoraan hitsauspolttimen kytkimellä, kun taas joissakin laitteissa kaasunvirtausta hallitaan polttimen kytkimen ohjaaman lisäelektroniikan avulla, jolloin on mahdollista asettaa kaasun esi- ja jälkivirtauksia.
Suojakaasut
Suojakaasun tärkein tehtävä on syrjäyttää ilma ja erityisesti happi hitsisulan läheltä, jotta haitalliset kemialliset reaktiot vältettäisiin. Toinen suojakaasun tehtävä on jäähdyttää hitsauspoltinta. Lisäksi hitsauskaasun tyypillä on vaikutusta hitsatessa syntyvän otsonin määrään. Kaasu vaikuttaa myös hitsin tunkeumaan, valokaaren käyttäytymiseen ja hitsausnopeuteen. Hitsauskaasun valintaan vaikuttaa ensisijaisesti perusaineen materiaali (seostamaton teräs / ruostumaton teräs / alumiini ...), hitsiltä vaadittava tekninen laatu ja tarve minimoida muodostuvat haitalliset yhdisteet kuten otsoni.
Yleisiä suojakaasuja ovat hiilidioksidi (CO2), argon, helium ja näiden seokset. Suojakaasut saattavat sisältää usein myös pieniä määriä typpioksidia (NO) otsonin muodostumisen ehkäisemiseksi. Hitsausta kutsutaan MIG-hitsaukseksi, jos suojakaasu on inerttiä eli suojakaasu ei reagoi hitsisulan kanssa. Vastaavasti hitsaus on MAG-hitsausta, mikäli suojakaasu on aktiivista eli reagoi sulan kanssa. Esimerkiksi argon on inertti kaasu, mutta hiilidioksidi reagoi sulan kanssa. Yleisin käytetty kaasu on argonin ja hiilidioksidin seos (10-25 % CO2), jota käytetään seostamattomien ja vähäseosteisten terästen kanssa. Teräksiä voidaan hitsata myös pelkkää hiilidioksidia käyttäen, mutta seoskaasu on useimmissa tapauksissa parempi vaihtoehto sekä hitsin laadun suhteen, että myrkyllisen otsonin muodostumisen vähentymisen kannalta. Puhdasta argonia käytetään alumiini- ja kupariseosten hitsaamisessa. Ruostumatonta terästä taas hitsataan usein kaasuseoksella jossa on argonin lisäksi 2 % hiilidioksidia.
Suojakaasu voidaan korvata käyttämällä ydintäytelankaa, jolloin langan sisällä on hitsisulaa suojaavaan kaasua muodostavia aineita. Tällöin puhutaan usein eri hitsausmenetelmästä, jota kutsutaan täytelankahitsaukseksi, vaikka kyse on edelleenkin MIG/MAG-hitsauksesta. Ydintäytelankahitsauslaitteiden huono maine johtuukin ensisijaisesti edullisimmista laitteista puuttuvasta tasasuuntauksesta, jolloin laitteet käyttävät vaihtovirtaa tyypillisen tasavirran sijaan. Ydintäytelangalla tulee tyypillisesti käyttää negatiivista jännitettä elektrodilla ja positiivista hitsattavan kappaleen maadoituksessa, joka on päinvastainen asetelma suojakaasulla hitsaamiseen verrattuna. Täytelangan valmistajan ohjeita polariteetista on kuitenkin aina syytä noudattaa mikäli ne poikkeavat tästä.
Lisäaine
Lisäainelanka valitaan hitsattavan materiaalin mukaan. Langan koostumus on tyypillisesti lähes sama kuin hitsattavan aineen. Teräksen hitsauksessa käytettävät langat saattavat olla kuparipäällysteisiä. Alumiinilangat ovat yleensä päällystämättömiä.
Hitsaustapahtuma
Hitsaaja valitsee koneen säätimillä kulloiseenkin hitsaustilanteeseen sopivan jännitteen, joka pysyy kutakuinkin vakiona, mutta hitsausvirta vaihtelee hitsausvirtapiirin vastuksen mukaan. Hitsausvirtapiirin vastus riippuu vapaalangan ja valokaaren pituudesta. Mitä pidempi valokaari tai vapaalanka sitä suurempi vastus ja pienempi hitsausvirta ja pienemmän hitsausvirran myötä pienempi hitsausteho. Valokaaren pituuteen vaikutetaan langansyöttönopeutta muuttamalla. Vapaalangan pituus riippuu virtasuuttimen ja työkappaleen välisestä etäisyydestä, johon voidaan vaikuttaa virtasuuttimen ja kaasusuuttimen pituudella, mutta ennen kaikkea sillä kuinka etäällä työkappaleesta hitsaaja pitää poltinta.
Vapaalangan pituuden vaikutus
Vapaalangan pituus on merkittävä tekijä hitsin laatuun, mutta vapaalangan pituutta merkkittävämpi tekijä on vapaalangan pituuden muuttuminen hitsaussyklin aikana. Vapaalangan pituus on siis pidettävä suht' tasaisena koko hitsaussyklin ajan.
Vapaalangalla tarkoitetaan tässä MIG/MAG-polttimen virtasuuttimesta ulos työntyvää lisäainelankaa. Lisäainelangassa kulkee virtaa vain virtasuuttimen ja lisäainelangan kärjen välissä. Hitsauskoneelta ei siis kulje hitsausvirtaa lisäainelankaa pitkin, vaan virtaa varten on oma kaapelinsa poltinletkun sisällä, josta virta kytkeytyy lisäainelankaan vasta hitsauspistoolin virtasuuttimessa.
Vapaalangan pituudella on suora yhteys sekä virtasuuttimen ja vapaalangan pään väliseen jännite-eroon, virtaan ja vapaalankaan muodostuvaan lämpöön, että vapaalangan kärjen ja työkappaleen väliseen jännite-eroon, virtaan ja valokaaren synnyttämän lämmön muodostumiseen, sillä virtasuuttimen ja työkappaleen välinen jännite on asetettu hitsauslaitteessa.
Virtaa ei MIG/MAG-hitsauksessa aseteta - ainoastaan jännite ja täyteainelangan syöttönopeus (joka tosin korreloituu virtana vapaalangan pituuden ollessa vakio).
Virtapiirin kunkin osan (virtasuuttimen - vapaalangan pään välinen johdin tai vapaalangan pään - työkappaleen välinen ilmarako) läpi kulkeva virta määräytyy suoraan kunkin osan resistanssin yli vaikuttavan jännitteen mukaan; virta = jännite / resistanssi. Lämpöteho taas määräytyy tässä yhteydessä karkeasti systeemiin vaikuttavan sähkötehon, eli virran ja jännitteen tulona; P=U*I.
Lisäainelanka sulaa siis virtasuuttimen jälkeen olevan vapaan lisäainelangan - vapaalangan - läpi kulkevan virran synnyttämän lämmön vaikutuksesta (P=U/I) - aivan kuten sulake palaa nimellisvirran ylittyessä. Perusaine sulaa vastaavasti vapaalangan kärjen ja perusaineen välisen ilmaraon läpi kulkevan virran muodostaman valokaaren muodostaman lämmön vaikutuksesta. Kun vapaalangan pituus - hitsausvirran vastus - kasvaa, niin hitsausvirta pienenee, josta taas seuraa, että vapaalangan kärjen ja työkappaleen välinen jännite ja sitä myöden virta pienenee, josta edelleen seuraa se, että valokaaren lämpöteho pienenee (P=U*I). Tämän reaktioketjun seurauksena perusaine ei sula riittävästi.
Vapaalangan pidentäminen johtaa siis perusaineen sulamisen romahtamiseen. Tällöin kaikki lisäainelanka kyllä sulaa, sillä lisäainelanka ei tarvitse sulaakseen kuin murto-osan perusaineen sulamiseen vaadittavasta tehosta. Hitsauksen lopputulos voi olla silmämääräisesti tarkasteltuna hyvä, vaikka perusaine ei olisikaan sulanut riittävästi.[1]
Kaarimuodot
MIG/MAG-hitsauksessa esiintyy kolmea kaarimuotoa. Nämä ovat lyhyt-, seka- ja kuumakaari. Lyhytkaarella hitsattaessa lisäainelanka muodostaa tiheästi oikosulkuja työkappaleen kanssa. Lisäaineen siirtyminen tapahtuu oikosulun aikana ja perusainetta sulattava valokaari palaa oikosulkujen välillä. Kuumakaarella oikosulkuja ei muodostu vaan valokaari palaa jatkuvasti lisäaineen siirtyessä pisaroin hitsisulaan. Sekakaari on näiden kahden kaarimuodon välimuoto. Hitsaus tapahtuu lyhytkaarella käytettäessä pientä langansyöttönopeutta ja jännitettä ja vastaavasti kuumakaarella käytettäessä suurta langansyöttönopeutta ja jännitettä.
Hitsaaminen
Lisäainelanka, virta- ja kaasusuuttimet ja suojakaasu valitaan hitsaustilanteen mukaan. MIG/MAG-laitteisto on myös säädettävä oikein kutakin hitsaustilannetta varten. Välttämättömät toimenpiteet ovat hitsausjännitteen valinta, langansyöttönopeuden asettaminen ja kaasunvirtauksen säätö. Lisäksi hitsauslaitteessa voi olla lisäominaisuuksia, kuten hitsausjännitteen tai langansyötön pulssitus tai katkohitsaus, joiden parametrit on asetettava niitä käytettäessä. Hitsausparametrit voidaan arvioida erilaisten taulukoiden tai laskukaavojen perusteella. Lopulliset asetukset on kuitenkin etsittävä koehitsauksien avulla. Hitsausarvojen sopivuutta hitsauksen aikana arvioitaessa tarkkaillaan valokaaren käyttäytymistä, roiskeiden syntymistä ja hitsausääntä. Parametrien oikeellisuutta voi arvioida myös hitsaustuloksen perusteella käyttäen silmämääräistä tarkastelua tai erilaisia tarkastusmenetelmiä.
Kappaleen valmistelu
Kun kappale valmistellaan hitsausta varten, on se puhdistettava hapettumista, epäpuhtauksista ja maalista. Suuremmilla materiaalivahvuuksilla on tarpeellista tehdä railo hitsausta varten. MIG/MAG-hitsauksessa käytetään useimmiten I- tai V-railoa. Ohuilla ainevahvuuksilla käytetään I-railoa, paksumpia aineita hitsattaessa siirrytään V- tai X-railon käyttöön. Joskus hitsattavat kappaleet pitää esilämmittää, jotta liian suuret hitsausjännitykset vältettäisiin tai hitsausteho riittäisi perusaineen sulattamiseen.
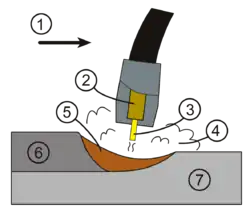
Hitsaus
Hitsaus aloitetaan sytyttämällä valokaari. Valokaari sytytetään pitämällä lisäainelangan päätä kohtisuorassa kappaletta vastaan ja kytkemällä hitsausvirta. Oikea sytytyskohta riippuu perusaineesta. Useimmiten rautametalleja hitsattaessa valokaari sytytetään hitsausrailossa, mutta esimerkiksi alumiinia hitsattaessa oikea sytytyskohta on railon vieressä. Kun valokaari syttyy, langan pää suunnataan hitsauksen aloituskohtaan ja poltinta aletaan kuljettaa hitsausrailoa pitkin, joko suoraviivaisesti tai levitysliikettä tehden. Hitsaus lopetetaan katkaisemalla hitsausvirta.
Hitsi voidaan viimeistellä hiomalla, puhdistamalla se teräsharjalla tai peittaamalla.
MIG/MAG-kaarijuotto
Kokonaan toisesta liittämismenetelmästä puhutaan MIG/MAG-kaarijuoton (engl. MIG brazing) yhteydessä, vaikka sen suorittamiseen käytetäänkin MIG/MAG-hitsauslaitteistoa (myös TIG-kaarijuottoa voidaan tehdä). Juotettaessa perusaine ei sula, vaan ainoastaan täyteaine sulaa. Koska perusaine ei sula, niin kyseessä ei ole hitsausprosessi, vaan juotosprosessi. Juottamisen etuna on pienempi lämmöntuotto perusmateriaaliin ja heikkoutena heikompi murtolujuus. Koska perusaine ei sula ei myöskään voi tapahtua läpipalamista. Kaarijuotto on käytännössä kovajuottamista. Tyypillisesti MIG/MAG-kaarijuotossa juotetaan perusainetta, kuten terästä kuparin hitsaamiseen tarkoitetulla täytelangalla. Tyypillisin täytelanka terästä juotettaessa on silikonipronssi (CuSi3 / "piipronssi" / "piikupari") ja suojakaasu 100 % argon. Juotettaessa silikonipronssilla terästä hitsauskoneen parametrit asetetaan kuten silikonipronssilla kuparia hitsattaessa. Jotta MIG/MAG-hitsauskoneella voidaan juottaa, täytyy täytelangan syöttöpyörän ja hitsauskaapelin langanjohtimen olla ko. täytelangalle sopivia. Eli, jos koneella voi hitsata kuparia silikonipronssilla, niin sillä voi myös juottaa terästä silikonipronssilla. Vähäisessä määrin voidaan juottaa myös teräslangan syöttöpyörällä ja langanjohtimella, mutta teräslangan syöttöpyörä ei pure välttämättä riittävän hyvin kupariin heikentäen täyteaineen syötön tasaisuutta ja vastaavasti teräkselle tarkoitettu langanjohdin kuluttaa kuparilankaa 'saastuttaen' näin langanjohtimen kuparipurulla joka taas heikentää jatkossa tehtävää teräksen hitsiä.
Katso myös
Lähteet
- Rajamäki, Pekka: Liitosvirhe ja vapaalanka mig/mag-hitsauksessa. Osa 1. hitsauksen sietämätön helppous. Hitsaustekniikka, 2002, 52. vsk, nro 4, s. 27-32. Helsinki: SHY r.y.. ISSN 0437-6056. Artikkelin verkkoversio. Viitattu 2.10.2007. (Arkistoitu – Internet Archive)
Aiheesta muualla
- Lepola, Pertti; Makkonen, Matti: Hitsaustekniikat ja teräsrakenteet. Helsinki: WSOY, 2005. ISBN 978-951-0-27158-2.
- Rajamäki, Pekka: Liitosvirhe ja vapaalanka mig/mag-hitsauksessa. Osa 2. ylikuumeneminen ja sulan virtaukset. Hitsaustekniikka, 2002, 52. vsk, nro 5, s. 23-27. Helsinki: SHY r.y.. ISSN 0437-6056.
- Rajamäki, Pekka: Liitosvirhe ja vapaalanka mig/mag-hitsauksessa. Osa 3. Kaikki, minkä aina olet halunnut tietää mig/mag-hitsauksen vapaalangan ja muiden parametrien vaikutuksista liitosvirheeseen, mutta et koskaan tohtinut kysyä. Hitsaustekniikka, 2002, 52. vsk, nro 6, s. 39-52. Helsinki: SHY r.y.. ISSN 0437-6056.