Zulaketa
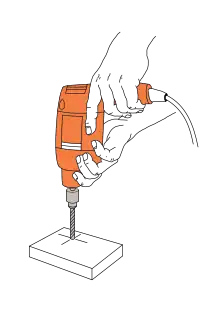
Zulaketa material solidoetan sekzio zirkularreko zulo bat egiteko zulagailuan barauts bat erabiltzen duen ebaketa-prozesua da. Barautsa ebaketa birakariko tresna izaten da, askotan puntu anitzekoa. Barautsa lan-piezaren kontra presionatzen da, eta minutuko ehunaka edo milaka biratan mugitzen da. Horrek lan-piezaren kontrako ebakidura eragiten du, zulatzen den bitartean zuloko txirbilak ebakiz.[1]


Arrokak zulatzean, zuloa ez da ebaketa zirkularreko mugimendu baten bidez egiten normalean, nahiz eta normalean bira egiten duen. Horren ordez, zuloa egiteko, normalean, broka (barauts) bat jartzen da zuloan, mugimendu labur eta maiz errepikatuak eraginez. Mailuaren ekintza zulotik kanpo (goiko mailuzko zulaketa) edo zuloaren barruan (zuloaren hondoko zulaketa, DTH) egin daiteke. Zulaketa horizontalerako zulaketei deriba-barauts deritze.
Kasu bakanetan, forma bereziko tresnak erabiltzen dira sekzio ez-zirkularreko zuloak ebakitzeko; zeharkako ebakidura karratua bezala.[2]
Zulatutako zuloek ertz zorrotza dute sarreran eta bizarrak dituzte irteeraren ondoan (kendu ez badira behintzat). Gainera, zuloaren barrualdeak elikatze-marka helikoidalak izaten ditu.[3]

Zulaketak piezaren propietate mekanikoei eragin diezaieke, eta, hala, hondar-tentsio txikiak sor daitezke zuloaren irekieraren inguruan, eta oso material tenkatu eta eraldatuz osatutako geruza mehe bat eratu berri den gainazalean. Ondorioz, lan-piezak korrosioa jasateko eta pitzadurak gainazal tenkatura zabaltzeko ahalmen handiagoa du. Akabera-eragiketa bat egin daiteke baldintza kaltegarri horiek saihesteko.
Barauts ildaskatuen kasuan, edozein txirbil flauten bidez ezabatzen da. Txipek espira luzeak edo ezkata txikiak osa ditzakete, materialaren eta prozesuaren parametroen arabera.[3] Sortutako txirbil motak materialaren mekanizazioaren adierazle izan daitezke, materiala ongi mekanizatzea iradokitzen duten txirbil luzeak erabiliz.
Ahal denean, zuloak piezaren gainazalarekiko perpendikularki egin behar dira. Horrek barautsak lateralki "mugitzeko" joera minimizatzen du, hau da, zuloaren erdiko lerrotik desbideratzeko joera, zuloa lekuz kanpo egon dadin. Barautsaren luzera-diametro erlazioa zenbat eta handiagoa izan, orduan eta ibiltzeko joera handiagoa.
Erreferentziak
- «Barauts. ZT Hiztegi Berria» zthiztegia.elhuyar.eus (Noiz kontsultatua: 2022-12-16).
- Wolfram (mathematical software) website: Drilling a square hole
- Todd, Robert H.; Allen, Dell K.; Alting, Leo. (1994). Manufacturing Processes Reference Guide. Industrial Press Inc., 43–48 or. ISBN 978-0-8311-3049-7..