Schneidkantenverrundung
Schneidkantenverrundung ist die runde Form einer Schneidkante zur spanabhebenden Bearbeitung.
Herstellung
Es gibt verschiedene Methoden um die Schneidkanten eines Werkzeuges zu verrunden. Dies wird gemacht damit Werkzeugschneiden länger einsatzfähig und scharf sind. Es gibt verschiedene maschinelle Anlagen sowie Methoden um die Schneidkante eines Werkzeuges zu verrunden. Da die Schneidkanten brechen oder gar ausglühen könnten, wären somit die zu dünnen Schneidkantenradien oftmals noch zu scharfkantig und gratig.
Die Verrundung kann über verschiedene Verfahren erfolgen:
- Sandstrahlanlage, bzw. Strahlanlagen die mit Keramikperlen auf das Werkstück strahlen. Sandstrahlanlagen werden meistens für eine edlere matte Oberflächengüte eingesetzt. Diese Strahlanlagen verrunden nur leicht.
- Hochdruckwasserstrahlanlage, welche mit bis über 1200 bar Druck strahlen, während das Wasser in einem rotierenden Strahl auf die Werkzeugschneide einwirkt und diese dadurch entgratet.
- Korrundverrundungsmaschinen, welche mit Schleifmittel die Schneidkante genauestens verrunden, um Werkstücke nach belieben Einsatzanforderung anzufertigen.
- Bürsten oder Trowalisieren.
Form
Die Form der Schneidkantenverrundung kann symmetrisch oder asymmetrisch sein. Symmetrische Kanten haben eine Kreisform. Asymmetrische Kanten sind ellipsenförmig. Asymmetrische Formen nennt man auch Wasserfall oder Trompeten.
Anwendung
Die Schneidkantenverrundung wird bei spanabhebenden Werkzeugen wie zum Beispiel Bohrern, Fräsen, Wendeschneidplatten verwendet, um den Bearbeitungsprozess sicherzustellen. Hier sind folgende Faktoren relevant:
- Standzeit des Werkzeuges
- Qualität der bearbeiteten Oberflächen
- Schnittgeschwindigkeit
Messtechnik
Um die Qualität bei der Herstellung sicherzustellen, werden taktile Verfahren wie auch Fokusvariation verwendet. Bei der Quantifizierung der Schneidkanten werden folgende Parameter bestimmt:
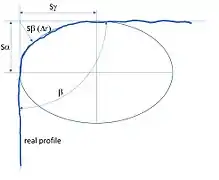
- Schneidkantenradius (Radien bewegen sich im Bereich von wenigen µm bis mehreren hundert µm). Alternativ wird bei unsymmetrischen Kanten auch die Ellipse (Haupt- und Nebenachsenlängen) zu Quantifizierung verwendet.
- Freiwinkel, Keilwinkel und Spanwinkel. Da gängige Messtechnik diese Winkel in einer Schnittebene orthogonal zur Schneidkante ermitteln können sich die real wirkenden Schnittwinkel je nach Anwendung von den gemessenen unterscheiden.
- Symmetrie K. Dies ist der Faktor aus Sγ und Sα. Alternativ kann auch das Verhältnis aus den Ellipsenachsen verwendet werden.
- Sβ (auch bekannt unter dem Parameter Δr).
- Länge und Winkel der Negativfase oder Stützfase
Die Messung der Schneidkantenverrundung erfordert vom Messsystem eine hohe laterale Auflösung und die Möglichkeit, steile Flanken zu messen. Wenn optisch gemessen wird, muss darauf geachtet werden, dass die numerische Apertur des Objektives keine Limitierung bei der Messung darstellt. Dies kann durch Verwendung eines Objektives mit entsprechend hoher numerischer Apertur erfolgen oder durch Verwendung einer Ringlicht Beleuchtung (Erhöhung der Beleuchtungsapertur).
Die Messung der schneidkanten Parameter besteht typischerweise aus folgenden Schritten:
- Erfassung des Profiles. Bei taktiler Messtechnik ist das die Erfassung eines einzelnen Profiles. Bei einer optischen Messung wird ein Tiefendatensatz gemessen und danach viele Profile extrahiert um ein gemitteltes Profil zu errechnen.
- Einpassung der gewünschten Kantenform (Kreis oder Ellipse). Aufgrund der kleinen Radien ist dieser Schritt numerisch anspruchsvoll. Eine robuster Ansatz ist die Verwendung eines mathematisches Modelles bestehend aus einem Kreis (oder Ellipse) und zwei tangentialen Linien.
- Bemaßung der eingepassten Form und Errechnung der Kantenparameter.
Literatur
- Franz Tikal (Hrsg.): Schneidkantenpräparation. kassel university press GmbH, Kassel 2009, ISBN 978-3-89958-494-3.