Laserdurchstrahlschweißen
Das Laserdurchstrahlschweißen ist im Vergleich zu anderen Kunststoffschweißverfahren, wie dem Ultraschallschweißen oder dem Heizelementschweißen, ein erst seit Mitte der 1990er Jahre auch industriell etabliertes Verfahren. Bei allen dieser Kunststoffschweißverfahren handelt es sich um einen stoffschlüssigen Fügeprozess, bei dem der Kunststoff durch Energieeinbringung plastifiziert wird.
Funktionsprinzip des Laserdurchstrahlschweißens
Beim Laserdurchstrahlschweißen handelt sich um einen einstufigen Prozess, bei dem die Erwärmung des Kunststoffes und der Fügevorgang nahezu gleichzeitig ablaufen. Dabei muss ein Fügepartner im Bereich der Laserwellenlänge einen hohen Transmissionsgrad und der andere einen hohen Absorptionsgrad aufweisen. Vor dem Schweißprozess werden beide Bauteile in der gewünschten Endlage positioniert und der Fügedruck aufgebracht.
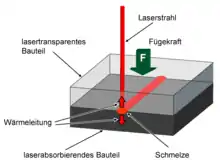
Der transparente Fügepartner wird vom Laserstrahl ohne nennenswerte Erwärmung durchstrahlt. Erst im zweiten Fügepartner wird der Laserstrahl in einer oberflächennahen Schicht vollständig absorbiert, wobei die Laserenergie in Wärmeenergie umgewandelt und der Kunststoff aufgeschmolzen wird. Aufgrund von Wärmeleitungsprozessen wird auch das transparente Bauteil im Bereich der Fügezone plastifiziert. Durch den von außen aufgebrachten sowie durch den aus der Ausdehnung der Kunststoffschmelze resultierenden inneren Fügedruck kommt es zu einer stoffschlüssigen Verbindung der Bauteile. Übliche, bei diesem Fügeverfahren eingesetzte Laserquellen sind Hochleistungsdiodenlaser (HDL, λ = 900–1100 nm) und Festkörperlaser (Faserlaser, Nd:YAG-Laser, λ = 1060–1090 nm), da nahezu alle naturfarbenen und unverstärkten Thermoplaste in diesem Wellenlängenbereich einen hohen Transmissionsgrad aufweisen. Somit ist die Hauptbedingung an die optischen Eigenschaften des transparenten Fügepartners erfüllt. Dem absorbierenden Fügepartner werden absorbierende Pigmente zugesetzt, bei denen es sich meist um Rußpigmentierungen handelt, woraus die für das menschliche Auge schwarze Farbe dieser Bauteile resultiert. Es existieren jedoch auch so genannte Infrarotabsorber, die im sichtbaren Wellenlängenbereich eine nicht schwarze Farbe aufweisen können. Darüber hinaus werden aktuell verschiedene Ansätze zum Schweißen transparenter Bauteile mittels Laserstrahlung intensiv untersucht.
Verfahrensvarianten
Grundsätzlich lassen sich die vier verschiedenen Verfahrensvarianten Konturschweißen, Maskenschweißen, Simultanschweißen und Quasi-Simultanschweißen unterscheiden. Die wichtigsten Unterscheidungsmerkmale liegen in der Art der Energieeinbringung sowie der Strahlformung. Darüber hinaus gibt es Variationen dieser Verfahren, wie das TWIST-Verfahren oder das GLOBO-Welding.[1]
Die Auswahl einer Variante ist von Kriterien, wie z. B. der Komplexität der Fügenahtgeometrie (2D oder 3D), der zu fertigenden Stückzahl, der zur Verfügung stehenden Investitionskosten sowie der Anforderungen an die Schweißnahteigenschaften abhängig.
Konturschweißen
Beim Konturschweißen arbeitet ein punktförmiger Strahl die Geometrie ab. Dies kann entweder über die Bewegung des Laserstrahls oder des Bauteils erfolgen. Das Verfahren ist vor allem dadurch gekennzeichnet, dass jeder Punkt der Schweißnaht nur ein einziges Mal mit der Laserstrahlung in Kontakt tritt. Die Größe der Wechselwirkungszeit hängt dabei von zwei Faktoren ab: dem Strahldurchmesser im Fokus und dem Vorschub. Durch das Abfahren der gesamten Nahtkontur beeinflusst die Nahtlänge – zusätzlich zum gewählten Vorschub – die erzielbaren Schweißzeiten.
Maskenschweißen
Beim Maskenschweißen entsteht die Schweißnahtgeometrie mithilfe einer Maske, welche entweder im Konturverfahren sequentiell abgefahren oder im Simultanverfahren vollständig ausgeleuchtet wird. Vor allem bei komplexen Nahtgeometrien eignet sich das Maskenschweißen, wobei minimale Nahtbreiten von 100 μm möglich sind. Die Maske besteht aus dünnen Blechen oder metallisierten Gläsern.
Simultanschweißen
Beim Simultanschweißen wird mit mehreren, ggf. nahtangepasst geformten Strahlen gearbeitet, um die gesamte Nahtkontur gleichzeitig zu bestrahlen. Dies sorgt für eine extreme Verkürzung der Prozesszeiten (auf < 1 s) und ermöglicht das Überbrücken der Spaltmaße durch Abschmelzen. Zusätzlich ist die Schweißnaht fester als beispielsweise beim Konturschweißen, da das Simultanschweißen eine höhere Wechselwirkungszeit hat. Je aufwändiger die Nahtkontur, desto aufwändiger fällt das Erstellen der passenden Strahlgeometrie aus und insbesondere das Einstellen einer homogenen Leistungsdichteverteilung.
Quasisimultanschweißen
Beim Quasisimultanschweißen wird ein Laserstrahl so schnell zwischen den Schweißorten hin und her abgelenkt, dass quasi an allen Orten gleichzeitig Wärme eingebracht wird. Es kann somit als eine Kombination des Konturschweißens mit dem Simultanschweißen verstanden werden. Der hohe Vorschub des Verfahrens bewirkt, wie beim Simultanschweißen, eine Plastifizierung der gesamten Nahtfläche.
TWIST-Verfahren
Das TWIST-Verfahren (Transmission Welding by an Incremental Scanning Technique, dt. etwa Übertragendes Schweißen durch eine inkrementale Scantechnik) wurde 2009 vom Fraunhofer-Institut für Lasertechnik vorgestellt und vereinigt die Eigenschaften des Konturschweißens mit denen des quasisimultanen Schweißens. Dabei wird die Vorschubbewegung des Lasers mit einer Bewegung senkrecht zur Verfahrrichtung überlagert. Entlang der Vorschubbewegung wird die Laserstrahlung auf einer Kreisbahn geführt und passiert jedes Konturinkrement mehrmals. Die Kopplung der beiden Bewegungsrichtungen ermöglicht auch die Nutzung der hohen Intensitäten der wenige Mikrometer großen Fokusdurchmesser. Somit lassen sich letztendlich kleinste Schweißnahten mit Breiten < 100 μm realisieren. Da mit einer sehr hohen Bahngeschwindigkeit geschweißt wird, findet innerhalb der Konturinkremente ein homogener Energieeintrag über der Schweißnaht statt. Dies wiederum sorgt für eine minimale Tiefe der Wärmeeinflusszone.
Die Vorteile des TWIST-Verfahrens sind die hohe Prozessgeschwindigkeit und Flexibilität bei der Gestaltung von Schweißkonturen. Es ist besonders geeignet für Klein- und Mittelserien, die einer schnellen Umrüstung bedürfen.
GLOBO-Welding
Das GLOBO-Welding ist eine Variante des Konturschweißverfahrens. Es hat jedoch im Unterschied zu diesem Verfahren eine Aufbringung des Fügedrucks lediglich an der Fügestelle und nicht über der gesamten Fläche der Schweißnaht. Die Laserstrahlung gelangt über eine Kugel, welche für den notwendigen Fügedruck sorgt, in die Fügeebene.
Das GLOBO-Welding ermöglicht das Schweißen von Bauteilen mit dreidimensionaler Nahtkontur (Bsp. PKW-Rückleuchten).[2]
Anwendungsgebiete
Die Hauptanwendungsgebiete des Laserdurchstrahlschweißens sind:
- Gehäuse, Behälter und Leuchten (Kraftfahrzeug-Bereich)
- Sensorik
- Elektronik (z. B. Laminieren von Leiterbahnen[3])
- Medizintechnik
Vor- und Nachteile
Gegenüber anderen Schweißverfahren bietet das Laserdurchstrahlschweißen eine Reihe von Vorteilen:
- berührungslose Energieeinbringung
- keine mechanische Belastung der Fügepartner durch den Energieeintrag
- keine schwingende Belastung der Fügepartner
- sowohl für den Mikro- als auch für den Makrobereich einsetzbar
- geringe Wärmeeinflusszone durch lokal begrenzten Energieeintrag
- keine thermische Belastung empfindlicher Bauteilbereiche
- keine Oberflächenmarkierungen durch den Schweißprozess
- große Designfreiheit der zu schweißenden Bauteile
- gute Automatisierbarkeit und Integrierbarkeit in Serienfertigungen
- Schweißen von vormontierten Bauteilen möglich
- gutes äußeres Erscheinungsbild für Nähte in Sichtbereichen
Demgegenüber stehen jedoch auch einige Limitationen:
- Fügepartner müssen unterschiedliche optische Eigenschaften besitzen
- Laser absorbierende Pigmentierung muss verwendet werden
- möglichst spaltfreies Berühren der Fügepartner ist notwendig
- Schweißnaht muss vom Laserstrahl erreichbar sein
Siehe auch
Literatur
Regelwerke / Normen
Deutschland hat bzgl. des industriellen Einsatzes des Laserdurchstrahlschweißens eine Vorreiterrolle inne. Dies liegt nicht zuletzt sowohl an der industriellen und akademischen Struktur in Deutschland als auch an fach- und unternehmensübergreifenden Gremientätigkeiten, wie z. B. dem DVS – Deutscher Verband für Schweißen und verwandte Verfahren e.V. Ein Regelwerk zum Fügen von Kunststoffen wird in Deutschland von der Fachgruppe „Fügen von Kunststoffen“ im Ausschuss für Technik (AfT) des DVS – Deutscher Verband für Schweißen und verwandte Verfahren erarbeitet und in Form von DVS-Merkblättern und Richtlinien sowie gesammelt in Buchform veröffentlicht. Die DVS-Richtlinie 2243 und ihre Beiblätter beinhalten konkret Informationen und Richtwerte für das Laserdurchstrahlschweißen von Kunststoffen.
Bücher
- Taschenbuch DVS-Merkblätter und -Richtlinien Fügen von Kunststoffen DVS Media, Düsseldorf 2010, ISBN 978-3-87155-224-3.
- U.A. Russek: Laserschweißen von Kunststoffen. Süddeutscher Verlag onpact, München 2009, ISBN 978-3-937889-90-0.
Zeitschriften und Aufsätze
- Die AG W 4.12 „Laserstrahlschweißen von Kunststoffen“ stellt sich vor. 05 (2011) 02 Fügen von Kunststoffen, S. 82–84. (Fügen von Kunststoffen)
Institute
- Laser Zentrum Hannover e.V. (LZH), Hannover
- Institut für Kunststoffverarbeitung (IKV), Aachen
- Fraunhofer-Institut für Lasertechnik (ILT), Aachen
- Bayerisches Laserzentrum (BLZ), Erlangen
- Rheinische Fachhochschule Köln gGmbH
Quellen und Weblinks
- Archivierte Kopie (Memento des vom 8. Juli 2012 im Internet Archive) Info: Der Archivlink wurde automatisch eingesetzt und noch nicht geprüft. Bitte prüfe Original- und Archivlink gemäß Anleitung und entferne dann diesen Hinweis. Forschungsprojekte der Rheinischen Fachhochschule Köln zum Laserdurchstrahlschweißen
- Laserdurchstrahlschweißen von Thermoplasten (PDF) auf wiley.com, abgerufen am 14. November 2016.
- Patent DE10350568A1 vom 10. Februar 2005