Konturfolgende Werkzeugtemperierung
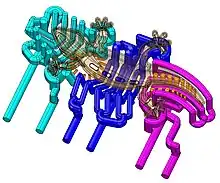
Die konturfolgende Werkzeugtemperierung[1] ist vor allem in der Kunststoff-Spritzguss-Branche verbreitet. Sie wird auch konturnahe Temperierung oder formnahe Temperierung genannt. Im Englischen etablierte sich der Begriff conformal cooling.[2] Es handelt sich um ein Verfahren, ein Kunststoff-Bauteil beim Spritzgießen möglichst nah (konturfolgend) zu temperieren, um somit kürzere Zykluszeiten bei gleichzeitig höherer Qualität zu erreichen. Die konturfolgende Temperierung wird oft zusammen mit der variothermen Temperierung eingesetzt.
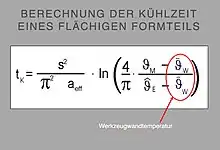



Ein Spritzgusswerkzeug ist in erster Linie ein Formwärmetauscher, der die Aufgabe hat, die Wärme aus einer beim Abkühlen stark schrumpfende Formmasse möglichst effizient abzuführen. Diesen Temperierprozess gilt es bei der konturfolgenden Temperierung maximal steuerbar zu gestalten. Zudem kann die Temperierung segmentiert gestaltet sein, um spezielle Aufgaben im Produktionsprozess zu erfüllen.
Patentanmeldung
Das Verfahren wurde im Jahr 1992 zum Patent[3] angemeldet. Der eingetragene Erfinder war Klaus Schmetz. Die Patent anmeldende Firma war die »Innova«. Daraus entwickelte sich im Jahr 2003 die Firma »CONTURA Mold Temperature Control GmbH«.
Historie
Im Jahr 1969 wurden durch Klaus Schmetz Kontakte zur Schallplattenindustrie geknüpft, unter anderem EMI-Elektra, Bertelsmann und Telefunken-Decca. Die Pressformen bestanden aus Ober- und Unterform. Die konturfolgenden Kanalsysteme dienten dazu, die Pressformen in wenigen Sekunden auf Presstemperatur zu erhitzen. Nach dem Pressvorgang wurde die Form durch Kühlwasser auf Entnahmetemperatur der Schallplatte heruntergekühlt. Eine erste frühe Form der variothermen Temperierung. Der Gesamtzyklus je Vorgang dauerte 15 Sekunden – also über 5000 Schallplatten pro Tag.
Herstellungsverfahren
Das Hochtemperatur-Hartlöten ist das vorwiegende Verfahren zur Herstellung von konturfolgend temperierten Spritzgießwerkzeugen. Aber auch moderne Verfahren des 3D-Drucks besitzen eine Daseinsberechtigung. Grundsätzlich ist der optimierte Produktionsprozess stark von dem letztendlichen Bauteil (dem Spritzguss-Produkt) abhängig. Spezielle Oberflächen- und Bauteileigenschaften sind ausschließlich mit dem Verfahren zu erreichen.
Einzelnachweise
- Formnestwand Temperaturoptimierung durch konturfolgende Werkzeugkühlung. Abgerufen am 20. Januar 2023 (deutsch).
- Jay Vang: Conformal cooling vs. standard cooling. moldex3d.com-Internetportal, 1. Juni 2018, abgerufen am 25. Januar 2023.
- DPMAregister | Patente - Registerauskunft Patent. Abgerufen am 20. Januar 2023.