Formsperrholz
Als Formsperrholz bezeichnet man zwei- oder dreidimensional verformte Produkte aus mehreren Furnierlagen, die mit Hitze und Druck in einem Presswerkzeug verleimt werden.
Die Furnierlagen werden dabei kreuzweise unter einem Winkel von 90 Grad angeordnet. Formsperrholz wird für flächige Möbelkomponenten, wie Sitze, Lehnen und Sitzschalen verwendet. Ordnet man die Furnierlagen in der gleichen Richtung an, spricht man von Formschichtholz. Es wird für Armlehnen und Stuhlgestelle eingesetzt.
Nach dem Pressen der Rohlinge werden diese maschinell fertig bearbeitet. Durch die große Festigkeit, bei geringem Gewicht, eignet sich Formsperrholz besonders für den Innenausbau, für Sitzmöbel, vorgebogene Lattenrost-Latten, Skateboards und den Fahrzeugbau.

Geschichte des Formsperrholzes
Es war ein Amerikaner namens Isaak Cole, der sich als Erster im Jahr 1874 ein Verfahren zur Herstellung von Formholz patentieren ließ. Er konstruierte einen Stuhl aus schichtverleimten Holzbändern.
Ab 1830 experimentierte aber schon der berühmte Möbelkonstrukteur Michael Thonet mit der Verleimung von Furnierschichten. Er konnte damit aber nur zweidimensionale Verformungen herstellen. Diese Versuche stellte er ein und entwickelte das Bugholz-Verfahren, um dreidimensionale Formholzkomponenten aus Vollholz herzustellen. 1931 brachte die Firma Gebrüder Thonet mit dem Modell S43 den ersten Stahlrohrfreischwinger auf den Markt, bei dem der Designer Mart Stam dreidimensional verformte Formsperrholzteile als Sitz und Rücken einsetzte, um den Stuhl ohne Polsterung sehr bequem zu machen und leicht erscheinen zu lassen. Der Finne Alvar Aalto war es, der als Erster in den 1930er Jahren die natürliche Federwirkung des Materials für sein Modell „Piamio“ einsetzte. Zehn Jahre später gewannen die Architekten und Designer Charles Eames und Eero Saarinen einen Möbeldesignwettbewerb in New York mit einer dreidimensional verformten Schale. Charles Eames entwickelte danach mit seiner Frau Ray die spektakuläre „Plywood-Möbelkollektion“ für die Firma Herman Miller (USA). In Europa stellte Arne Jacobsen 1952 einen später sehr erfolgreichen Stuhl mit dem ungewöhnlichen Namen „Ameise“ vor. Sitz und Rücken sind mit einer schmalen Taille selbsttragend verbunden. Diese millionenfach verkauften Klassiker werden heute noch produziert.
Varianten
Formsperrholz
Begriff für Formteile aus mindestens drei aufeinander geleimten dünnen Furnieren, die in der Faserrichtung um 90 Grad gedreht sind. Durch das Absperren der einzelnen Lagen gegeneinander wird eine Formstabilität in der Fläche erreicht, die relativ unabhängig von der Belastungsrichtung ist. Die Eigenschaften werden bei flächigen Formteilen wie Sitzen, Lehnen und Stuhlschalen eingesetzt. Die Furnierqualitäten können für sichtbare oder überpolsterte Formsperrholzteile zusammengestellt werden. Die Innenlagen werden aus kostengünstigeren Schälfurnieren hergestellt. Die Decklagen können aus Schälfurnieren, Edelholz-Messerfurnieren oder Schichtstoffplatten gewählt werden.

Formschichtholz
Schichtholz besteht aus Furnierlagen, deren Faserverlauf gleichgerichtet verläuft. Zur Erhöhung der Biegefestigkeit und zur Verbesserung des Quell- und Schwindverhaltens wird Formschichtholz für bestimmte Anwendungen mit einigen querverlaufenden Furnieren abgesperrt. Eingesetzt wird Formschichtholz für Stuhlgestelle, Freischwinger-Seitenteile und Armlehnen. Die Dicke der Formteile lässt sich durch die Verwendung angeschliffener Innenfurniere variieren. Die Zugfestigkeit in Faserrichtung ist höher als bei Formsperrholz.
Kunstharzpressholz
Kunstharzpressholz besteht aus Furnierlagen, die bereits vor dem Zusammenlegen in Kunstharz getränkt wurden. Der resultierende Lagenwerkstoff enthält einen weit höheren Anteil an Kunstharz als gewöhnliches Formsperrholz und wird daher eher den Schichtstoffen als den Holzwerkstoffen zugerechnet.
Herstellung
Der Herstellungsprozess wird in drei Schritte unterteilt. Herstellung des Schälfurniers, Pressung der Formsperr- oder Formschichtholz-Rohlinge und abschließende (spanende) Bearbeitung.
Furniererzeugung
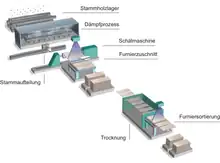
In Europa wird häufig Buchenholz eingesetzt. Es ist in großen Mengen aus nachhaltig bewirtschafteten Forsten erhältlich. In Nord- und Osteuropa verwendet man häufig Birkenholz. In Nordamerika kommt Hardmaple (Ahorn) zum Einsatz. Das Stammholz wird, wegen der Saftruhe, nur im Winter geerntet und muss dann auf dem Lagerplatz bewässert oder unter Wasser gelagert werden. Für die Furnierherstellung dämpft man die Stämme in Dämpfgruben bei 85 Grad Celsius. Das Holz wird dadurch geschmeidig. Die nächste Station ist die Stammaufteilung und das Entrinden. Die Längen der Stammabschnitte richten sich nach benötigten Furnierabmessungen der Aufträge. In der Schälmaschine wird das Schälmesser mit hohem Druck gegen den drehenden Stammabschnitt geführt. Es entsteht ein zusammenhängendes Furnierband, das in die benötigten Breiten geschnitten wird. Es können Furniere mit Stärken von 0,6 mm bis 2,3 mm erzeugt werden. Die noch nassen Furniere laufen durch die Trocknung. Direkt danach wird das Schälfurnier automatisch nach optischen Qualitäten sortiert. Unterschieden wird nach Furnieren für sichtbare Verwendung und nach solchen mit Ästen und Rissen, die als Formteile später überpolstert werden.
Formpressen
Die Presswerkzeuge können zweiteilig aufgebaut sein (für Sitze, Lehnen und Schalen) oder mehrteilig für komplexere Formen. Das Pressen beginnt mit dem Beleimen der Furniere an Leimwalzen. Als Leim kommt ein Harnstoff-Harz mit einem Härter zum Einsatz, der während des Pressens duroplastisch aushärtet. Ein so genanntes Furnierpaket wird dann in das mit 100 Grad Celsius temperierte Presswerkzeug eingelegt. Der Pressdruck beträgt ca. 25 N/cm². Die Presszeit richtet sich nach der Dicke der Formteile. Je dicker das Formteil, desto länger wird gepresst. Schalen benötigen ca. 5 min., dickere Seitenteile auch 20 min. Eine Ausnahme bildet die Hochfrequenzverleimung, bei der die Leimfuge über ein Kondensatorfeld erhitzt wird und sich dadurch die Presszeit deutlich verkürzt. Dieses Verfahren eignet sich daher für sehr dicke Formteile.
Da Furnier ein Naturprodukt ist, muss man bei Verformungen bestimmte Grenzen beachten. Der kleinste Radius ist abhängig von der eingesetzten Furnierdicken und liegt bei einem 90 Grad Winkel bei 12 mm. Eine Verjüngung (Variation der Stärke) der Formteile ist möglich. Für Sichtholz sind leichte dreidimensionale Verformungen bis zum Auftreten von Rissen oder Stauchungen des Furniers möglich. Verdeckt liegende Teile können auch stärker verformt werden. Bei Kunstharzpressholz werden Mängel im Furnier durch die größere Menge des zugefügten Harzes ausgeglichen. Ausgewählte Holzsorten werden durch eine spezielle Behandlung zu sogenannten 3D-Furnieren verarbeitet, die eine stärkere mehrachsige Verformung ermöglichen.
Bearbeitung
Die verformten Formschichtholz-Rohlinge für Stuhlgestelle, Sitze, Schalen und Lehnen und andere Komponenten werden computergesteuert aufgetrennt, geschliffen und mit selbstrüstenden mehrachsigen CNC-Fräsmaschinen konturgefräst und bei Bedarf gebohrt. Es können übliche Holzverbindungstechniken, wie Schraub-, Dübel-, Keilzinken-, Feder- oder Schlitz- und Zapfenverbindungen verwendet werden. Vor der Oberflächenbehandlung werden die Kanten überschliffen.
Oberflächen
Die Oberflächen von Furniersperrholz und Furnierschichtholz lassen sich durch das Verpressen von Decklagen aus Edelholz-Messerfurnieren, wie Eiche, Ahorn, Kirschbaum, Esche, Nußbaum und anderen Hölzern vielfältig gestalten. Weitere Gestaltungsmöglichkeiten bieten farbige Melaminfilme, Dekorfilme, Digitaldrucke und dekorative Schichtstoffplatten (HPL/CPL) und das Beizen und die Lackierung, entweder transparent oder deckend. Eingesetzt werden dabei moderne Wasserlacksysteme.
Eigenschaften
Formsperrholz und Formschichtholz sind sehr viel belastbarer als Holzwerkstoffe wie Mitteldichte Faserplatte oder Spanplatte. Dadurch haben sie einen großen Einsatzbereich. Formsperrholz-Möbel können starken Beanspruchungen, wie sie z. B. in Schulen vorkommen, standhalten.
Festigkeit
Die Zugfestigkeit liegt je nach Holzart bei 110–135 N/cm² und ermöglicht die Herstellung z. B. von Formschichtholz-Freischwingern. Die Druckfestigkeit liegt zwischen 50 und 62 N/cm².
Wetterbeständigkeit
Unbehandeltes Buchenholz ist für die Verwendung im Außenbereich nicht geeignet, da es sehr schnell von holzzerstörenden Pilzen zersetzt wird. Aber durch eine chemische oder thermische Veränderung (Holzmodifikation) ist es möglich Formsperrholz und Formschichtholz wetterbeständig herzustellen.
Schwerentflammbarkeit
Durch das Einbringen von Salzen im Herstellungsprozess wird die Schwerentflammbarkeit von Formholz erreicht. Besonders beim Innenausbau und der Ausstattung von Zügen und anderen Verkehrsmitteln ist das ein wichtiger Aspekt.
Literatur
- Chris Lefteri: Holz. AVedition, 2003, ISBN 3-929638-74-6
- Andreas Kalweit, Christof Paul, Sascha Peters: Handbuch für Technisches Produktdesign. Springer-Verlag, Berlin Heidelberg 2006, ISBN 978-3-540-21416-8.
- Der Becker Formholz Kompendium 4. Ausgabe, Fritz Becker GmbH & Co. KG, Brakel 2021.
Quellen
- Holzlexikon. DRW-Verlag 2003, ISBN 3-87181-355-9, S. 405.
- Wolfgang Fiwek: Holz biegen Vincentz Network GmbH & Co. KG, Hannover 2011, ISBN 978-3-86630-952-4, S. 137–139.