| Metroloxía | |
|---|---|
| disciplina académica, rama de la ciencia y especialidá | |
|
ciencia física (es) | |
 | |

La metroloxía (del griegu μέτρον [metron], ‘midida', y el sufixu -logía, ‘tratáu', ‘estudiu', ‘ciencia', y esti del sufixu griegu -λογία [loguía])[1][2] qu'estudia les midíes de les magnitúes garantizando la so normalización por aciu la trazabilidad. Encurtia la incertidume nes midíes por aciu un campu de tolerancia. Inclúi l'estudiu, caltenimientu y aplicación del sistema de pesos y midíes. Actúa tantu nos ámbitos científicu, industrial y llegal, como en cualesquier otru demandáu pola sociedá. El so oxetivu fundamental ye'l llogru y espresión del valor de les magnitúes emplegando pa ello preseos, métodos y medios apropiaos, cola exactitú riquida en cada casu.
La metroloxía tien dos carauterístiques bien importantes: la resultancia de la midida y l'incertidume de midida.
Oxetivu y aplicaciones
Los científicos y les industries utilicen una gran variedá de preseos pa llevar a cabu les sos midíes. Dende oxetos senciellos como reglas y cronómetros hasta potentes microscopios, mididores de láser ya inclusive avanzaes ordenadores bien precisos.
Per otra parte, la metroloxía ye parte fundamental de lo que nos países industrializaos conozse como Infraestructura Nacional de la Calidá,[3] compuesta amás poles actividaes de normalización, ensayos, certificación y acreditación, que de la mesma son dependientes de les actividaes metrolóxiques qu'aseguren la exactitú de les midíes que s'efectúen nos ensayos, que los sos resultaos son la evidencia pa les certificaciones. La metroloxía dexa asegurar la comparabilidad internacional de les midíes y por tanto la intercambiabilidad de los productos a escala internacional.
Nel ámbitu metrolóxicu los términos tienen significaos específicos y estos tán conteníos nel Vocabulariu Internacional de Metroloxía o VIM.[4]
Dientro de la metroloxía esisten diverses árees. Por casu, la metroloxía llétrica estudia les midíes llétriques: tensión (o voltaxe), intensidá de corriente (o amperaje), resistencia, impedancia, reactancia, etc. La metroloxía llétrica ta constituyida por trés divisiones: tiempu y frecuencia, midíes electromagnétiques y termometría.
A la fin espónse un mostrariu de los preseos de midida más utilizaos nes industries metalúrxiques de fabricación de componentes, equipos y maquinaria.
Cubicáu de preseos de midida
El cubicáu o calibración ye'l procedimientu de comparanza ente lo qu'indica un instrumento y lo que "tuviera d'indicar" acordies con un patrón de referencia con valor conocíu. D'esta definición deduzse que pa cubicar un preséu o patrón ye necesariu disponer d'unu de mayor precisión qu'apurra'l valor convencionalmente verdaderu, que ye'l que se va emplegar pa comparalo cola indicación del preséu sometíu a cubicáu. Esto realízase por aciu una cadena ininterrumpida y documentada de comparances hasta llegar al patrón primariu, y que constitúi lo que se llama trazabilidad. L'oxetivu del cubicáu ye caltener y verificar el bon funcionamientu de los equipos, responder a los requisitos establecíos nes normes calidable y garantizar la fiabilidá y trazabilidad de les midíes.
Mientres el cubicáu, oldéase'l valor de salida del preséu a cubicar frente a un patrón en distintos puntos de calibración. Si l'error de calibración —error puestu de manifiestu mientres la calibración— ye inferior a la llende de refuga, la calibración va ser aceptada. En casu contrariu va riquise axuste del preséu y una contrastación posterior, tantes vegaes como sía necesariu hasta que se llogre un error inferior a la llende establecida. N'equipos que nun disponen d'axuste, como termopares, etc., en casu de nun satisfaer les tolerancies marcaes tendríen de ser sustituyíos por otros primeramente cubicaos.
Na calibración, los resultaos deben documentarse con un certificáu de calibración, nel cual fáense constar los errores atopaos según les correiciones emplegaes y errores máximos dexaos. Amás pueden incluyir tables, gráficos, etc.
Parámetros a considerar en toa calibración
- Error de midida: Resultáu d'una midida menos el valor verdaderu del mensurando.
- Esviación: Valor midíu menos el so valor de referencia.
- Error relativu: Ye la rellación ente l'error de midida y un valor verdaderu del mensurando — valor del mensurando recoyíu nel patrón—. L'error relativu suelse espresar tamién en forma porcentual: X %.
- Error sistemáticu: Seríen debíos a causes que podríen ser controlaes o esaniciaes —por casu midíes realizaes con un aparatu averiáu o mal cubicáu—.
- Correición: Valor sumáu algebraicamente al resultáu ensin correxir d'una midida pa compensar un error sistemáticu; de lo que se deduz que la correición, o bien va ser reflexada na fueya de calibración o bien embrivida por aciu l'axuste; solo aplícase a les derives de los preseos.
- Axuste: Al procesu de correición denominar axuste, y ye la operación destinada a llevar un preséu de midida a un estáu de funcionamientu conveniente pal so usu. L'axuste puede ser automáticu, semiautomático o manual.
- Patrón primariu: Patrón que ye designáu o llargamente reconocíu como posesor de les más altes cualidaes metrolóxiques y que'l so valor aceptar ensin referise a otru patrones de la mesma magnitú.
- Patrón secundariu: Patrón que'l so valor establecer por comparanza con un patrón primariu de la mesma magnitú.
- Patrón de referencia: Patrón, polo xeneral de la más alta calidá metrolóxica, disponible nun llugar dau o nuna organización determinada, del cual derívense les midíes realizaes en dichu llugar.
- Patrón de trabayu: Patrón que s'utiliza corrientemente pa cubicar o controlar midíes materializaes, preseos de midida o materiales de referencia.
- Patrón de midida: Valor de midida materializáu, aparatu o sistema de midida col que s'intenta definir, realizar, caltener o reproducir una unidá física o bien unu o dellos valores conocíos d'una magnitú con cuenta de sirvan de comparanza a otros elementos de midida [BIPM 1993].[5]
Trazabilidad
La trazabilidad ye la propiedá de la resultancia de les midíes efeutuaes por un preséu o por un patrón, tal que pueda rellacionase con patrones nacionales o internacionales y al traviés d'éstos a les unidaes fundamentales del sistema Internacional d'Unidaes per mediu d'una cadena ininterrumpida de comparances, con toles incertidumes determinaes.
Asina se tien una estructura piramidal en que la so base atopar los preseos utilizaos nes operaciones de midida corrientes d'un llaboratoriu. Cada pasu o pasu entemediu de la pirámide llograr del que-y preciede y da llugar al siguiente per mediu d'una operación de calibración, onde'l patrón foi antes cubicáu por otru patrón, etc.
Procesu de calibración
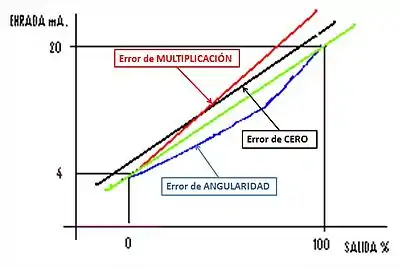
Al realizar una calibración d'un preséu pueden atopase los siguientes tipos d'error:
- Error de cero: Cuando'l valor de les llectures realizaes ta movíu un mesmu valor con al respective de la recta carauterística.
- Error de multiplicación: Cuando'l valor de les llectures aumenta o mengua progresivamente al respective de la carauterística según aumenta la variable de midida.
- Error de angularidad: Les llectures son correutes nel 0% y el 100% de la recta carauterística, esviándose nos restantes puntos.
Pa llevar a cabu la calibración d'un preséu, síguense los siguientes pasos:
- Chequeo y axustes preliminares:
- Reparar l'estáu físicu del equipu, gastadura de pieces, llimpieza y respuesta del equipu.
- Determinar los errores d'indicación del equipu comparáu con un patrón fayadizu —según el rangu y la precisión—.
- Llevar axustes de cero, multiplicación, angularidad y otros adicionales a los márxenes encamentaos pal procesu o que dexe'l so axuste en dambes direiciones —non n'estremos—. Depués realícense encuadramientos preliminares, lo cual amenorga al mínimu l'error de angularidad.
- Axuste de cero:
- Asitiar la variable nun valor baxu de cero a 10% del rangu o na primer división representativa sacante los equipos que tienen supresión de cero o cero vivu; pa ello aseméyase la variable con un mecanismu fayadizu, según rangu y precisión, lo mesmo qu'un patrón fayadizu.
- Si'l preséu que se ta cubicando nun indica'l valor fitu enantes, afaise'l mecanismu de cero.
- Si l'equipu tien axustes adicionales con cero variable, con elevaciones o supresiones, faise dempués del puntu anterior d'axuste de cero.
- Axuste de multiplicación:
- Asitiar la variable nun valor altu, del 70 al 100%.
- Si'l preséu nun indica'l valor fitu, tien d'afaese'l mecanismu de multiplicación o span.
- Repitir los dos últimos pasos hasta llograr la calibración correuta pa los valores alto y baxu.
- Axuste de angularidad:
- Asitiar la variable al 50% del span.
- Si la medría nun indica'l valor del 50% afaer el mecanismu de angularidad según l'equipu.
- Repitir los dos últimos pasos (4 y 5) hasta llograr la calibración correuta, nos trés puntos.
Como'l patrón nun dexa midir el valor verdaderu, tamién tien un error, y como amás na operación de comparanza intervienen diverses fontes d'error, nun ye posible carauterizar la midida por un únicu valor, lo que da llugar a la llamada incertidume de la midida.
En pallabres bien simples, la calibración nun ye más que la comparanza de llectures (datos refundiaos) ente un preséu patrón y el preséu de prueba. Nunca se debe confundir la calibración col axuste, que ye unu de los procesos de la calibración.
Midida de resultancies
La resultancia de cualquier midida ye namái un aproximamientu o estimación del verdaderu valor de la cantidá sometida a midida —el mensurando—. D'esta forma, la espresión de la resultancia d'una midida ye completa namái si va acompañáu del valor de la incertidume acomuñada a felicidá midida. La incertidume ye por tanto una información numbérica que completa un resultáu de midida, indicando la cuantía de la dulda alrodiu de esta resultancia.
La incertidume de midida inclúi xeneralmente delles componentes:
Tipu A: Aquelles que pueden envalorase a partir de cálculos estadísticos llograos de les muestres recoyíes nel procesu de midida. Na mayor parte de los casos, la meyor estimación disponible del valor esperáu d'una magnitú Xi, de la cual llográronse n observaciones, so les mesmes condiciones de midida, ye la media aritmética de les n observaciones

- La esviación normal esperimental (s) ye un estimador de la dispersión de los valores alredor del valor mediu.
- La esviación típica esperimental de la media ye entá un meyor estimador d'esta variabilidá.
- La incertidume acomuñada a esta estimación ye:



Tipu B: Aquelles que namái tán basaes na esperiencia o n'otres informaciones. Esti tipu d'evaluación vien determinada poles contribuciones a la incertidume, envaloraes por aciu métodos non estadísticos, y que se caractericen por unos términos , que pueden ser consideraes como unos aproximamientos de les varianzas correspondientes.

- Varianza envalorada acomuñada.
- Esviación típica envalorada acomuñada.

Xeneralmente la calibración d'un equipu de midida pa procesos industriales consiste en comparar la salida del equipu frente a la salida d'un patrón d'exactitú conocida cuando la mesma entrada —magnitú midida— ye aplicada a dambos preseos. Tou procedimientu de calibración puede considerase como un procesu de midida del error que comete un equipu.
Calibración ya incertidume
Yá que cualquier procesu de midida lleva acomuñada una incertidume, nes calibraciones tienen de tenese en cuenta toles fontes significatives d'incertidume acomuñaes al procesu de midida del error que se lleva a cabu. Na redolada industrial acéptase qu'una fonte d'incertidume puede considerase non significativa cuando la so estimación ye inferior en valor absolutu a 4 vegaes la mayor de toles fontes envaloraes.
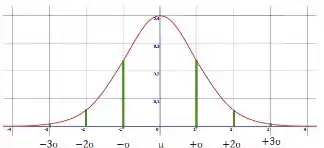
K=1 (68,27%) Valor esperáu entendíu ente μ–σ y μ+σ
K=2 (95,45%) Valor esperáu entendíu ente μ–2σ y μ+2σ
K=3 (99,73%) Valor esperáu entendíu ente μ–3σ y μ+3σ
- Incertidume típica combinada (o): Incertidume típica de la resultancia d'una midida, cuando la resultancia llograr a partir de los valores d'otres magnitúes, espresada en forma d'esviación típica:
Llei del espardimientu de la incertidume:

- Incertidume espandida (O): Magnitú que define un intervalu en redol al resultáu de midida, y nel que s'espera atopar una fraición importante de la distribución de valores que podríen ser atribuyíos razonablemente a la cantidá midida (mensurando).
- Factor de cobertoria (k): Factor numbéricu utilizáu como multiplicador de la incertidume típica combinada pa llograr la incertidume espandida.

Les contribuciones a la incertidume vienen determinaes polos componentes d'esa incertidume, xunto col so cálculu y combinación:
- Calibración: Dada pol certificáu de calibración.
- Deriva: Variación de la midida a lo llargo del tiempu.
- Temperatura: Debida a la influencia de la temperatura.
- Resolvimientu: Mínima variación perceptible.
- Inestabilidá: Inestabilidá de la fonte de midida o equipu.
- Métodu: Debida al métodu de midida, posible métodu de midida indireuta de la magnitú a midir.
- Repetibilidad: Debida a les midíes realizaes por un mesmu preséu en distintes condiciones.
- Operador: Debíos a equipos de midida analóxiques especialmente, polo que s'aconseya faer coincidir les midíes coles divisiones de la escala.
- Reproducibilidad: Debida a les midíes realizaes por distintos preseos en distintes condiciones.

![{\displaystyle o_{deriva}={\frac {[C_{n}-C_{n-1}]_{max}}{\sqrt {3}}}}](../I/5ddfb101b6de5aeec1aede9dd4fa969d659a1d9c.svg)


![{\displaystyle o_{inestabilid{\acute {a}}}={\frac {[a_{max}-a_{min}]/2}{\sqrt {3}}}}](../I/21ed240465d3497c655f3d62015aec7379802120.svg)




Otres fontes d'incertidume de midida
Una conocencia completa esixiría una cantidá infinita d'información. Los fenómenos que contribúin a la incertidume y, por tanto, al fechu de que la resultancia d'una midida nun pueda ser carauterizáu con un únicu valor. Na práutica, pueden esistir munches fontes d'incertidume nuna midida, ente elles les siguientes:
- Definición incompleta del mensurando.
- Realización imperfecta de la definición del mensurando.
- Muestreo non representativu - la muestra midida nun representa'l mensurando definíu.
- Efeutos non afechiscamente conocíos de les condiciones ambientales o midíes imperfectes de les mesmes.
- Llendes na discriminación o resolución del preséu.
- Valores inexactos de los patrones y materiales de referencia utilizaos na midida.
- Valores inexactos de constantes y otros parámetros llograos de fontes esternes y utilizaos nel algoritmu pal llogru de datos.
- Aproximamientos ya hipótesis incorporaes nel métodu y el procedimientu de midida.
- Variaciones n'observaciones repitíes del mensurando realizaes en condiciones aparentemente idéntiques.
Preseos de midida
Na siguiente llista amuésense dellos preseos de midida ya inspeición:
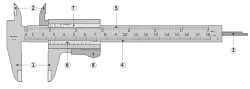
- Pie de rei o calibrador Vernier universal
- Sirve pa midir con precisión elemento pequeños (torniellos, furos, pequeños oxetos, etc.). La precisión d'esta ferramienta llega a la décima, a la media décima de milímetru ya inclusive llega a apreciar centésimes de dos en dos (cuando'l nonio ta estremáu en cincuenta partes iguales). Pa midir esteriores utilicen les dos pates llargues, pa midir interiores (por casu diámetros de furos) los dos pates pequeñes, y pa midir fondures un renuevu que sale pela parte trasera, llamáu sonda de fondura. Pa efeutuar una midida, afaise'l calibre al oxetu a midir y afítase. La pata móvil tien una escala graduada (10, 20 o 50 divisiones, dependiendo de la precisión).
- La midida con esti aparatu va facer de la siguiente manera: primero va esmucise la parte móvil de forma que l'oxetu a midir quede ente los dos patillas si ye una midida d'esteriores. La patilla móvil va indicar los milímetros enteros que contién la midida. Los decimales tendrán de pescudase cola ayuda del nonio. Pa ello repara qué división del nonio coincide con una división (cualesquier) de los presentes na regla fixa. Esa división de la regla móvil va coincidir colos valores decimales de la midida.
- Pie de rei de torneru
- Ye bien paecíu al enantes descritu, pero coles uñes afeches a les midíes de pieces nun tornu. Esti tipu de calibres nun dispón de patillas d'interiores pos coles d'esteriores pueden realizase midíes d'interiores, pero tendrá de tenese en cuenta que'l valor del diámetru internu tendrá d'amontase en 10 mm debíu a la espesura de les patillas del preséu (5 mm de caúna).
- Calibre de fondura
- Ye un preséu de midida paecíu a los anteriores, pero tien unos sofitos que dexen la midida de fondures, entalladuras y furacos. Tien distintos llargores de bases y amás son intercambiables.
- Bancu d'una coordenada horizontal
- Equipu de midida pa la calibración de los preseos de midida. Provistu d'una regla de gran precisión dexa comprobar los errores de los preseos de midida y control, tales como pies de rei, micrómetros, comparadores, aniellos llisos y de rosca, tampones, quexaes, etc.

- Micrómetru
- Perno micrométrico o Palmer: ye un preséu que sirve pa midir con alta precisión (del orde d'una micra, equivalente a 10-6 metros) les dimensiones d'un oxetu. Pa ello cunta con dos puntes que s'averen ente sigo por aciu un torniellu de rosca fina, que tien grabáu na so contorna una escala. La escala puede incluyir un nonio. Frecuentemente'l micrómetru tamién inclúi una manera de llindar la torsión máxima del torniellu, yá que la rosca bien fina fai difícil notar fuercies capaces de causar deterioru de la precisión del preséu. Los micrómetros clasificar de la siguiente manera:
- Micrómetru d'esteriores: ye un preséu de midida capaz de midir l'esterior de pieces en centésimes. Tien contactos de metal duro rectificaos y lapeados. Exerz sobre la pieza a midir una presión media ente 5 y 10 N, tien un frenu pa nun estropiar la pieza y el mididor si apertamos demasiáu al midir.
- Micrómetru dixital: ye esautamente iguale al anterior, pero tien la particularidá de realizar midíes d'hasta 1 milésima de precisión y ye dixital, a diferencia de los anteriores que son analóxicos.
- Micrómetru esterior con contautu de platillos: d'igual aspeutu que los anteriores, pero tien unos platillos nos sos contactos pa meyor agarre y pa la midida de dientes de corones o fueyes de sierra circulares.
- Micrómetru d'esteriores d'arcu fondu: tien la particularidá de que tien el so arcu de mayor llargor que los anteriores, pa poder realizar midíes en plaques o sitios de mal accesu.
- Micrómetru de fondures: paezse enforma al calibre de fondures, pero tien la capacidá de realizar midíes en centésimes de milímetru.
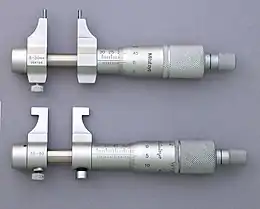
- Micrómetru d'interiores: mide interiores basándose en tres puntos de sofitu. Nel estoxu contiénense galgas pa comprobar la exactitú de les midíes.

- Reló comparador
- Ye un preséu que dexa realizar comparances de midida ente dos oxetos. Tamién tien aplicaciones d'alliniación d'oxetos en maquinaries. Precisa d'un soporte con pie magnéticu.
- Visualizadores con entrada Digimatic
- Ye un preséu que tien la capacidá d'amosar digitalmente la midida d'un preséu analóxicu.
- Verificador d'interiores
- Ye un preséu que sirve pa tomar midíes de furacos y comparales d'una pieza a otra. Tien un reló comparador pa mayor precisión y pieces intercambiables.
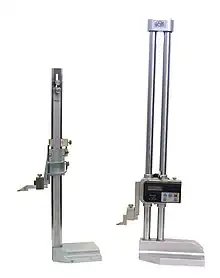
- Gramil o calibre d'altitú
- Ye un preséu capaz de realizar midíes n'altor verticalmente, y realizar señalizaciones y paraleles en pieces.
- Goniómetro universal
- Ye un preséu que mide l'ángulu formáu por dos visuales, cifrando la resultancia. Dichu ángulu va poder tar asitiáu nun planu horizontal y va denominase “ángulu azimutal”; o nun planu vertical, denominándose “ángulu cenital” si'l llau orixe de graduación ye la llinia cenit-nadir del puntu d'estación; o “ángulu d'altura” si dichu llau ye la llinia horizontal del planu vertical indicáu que pasa pol puntu de vista o de puntería.
- Nivel d'agua
- Ye un preséu de midida utilizáu pa determinar la horizontalidá o verticalidá d'un elementu. Ye un preséu bien útil pa la construcción polo xeneral y pa la industria. El principiu d'esti preséu ta nun pequeñu tubu tresparente (cristal o plásticu) el cual ta llenu de líquidu con una burbuya nel so interior. La burbuya ye de tamañu inferior a la distancies ente los dos marques. Si la burbuya atopar ente los dos marques, el preséu indica un nivel exactu, que puede ser horizontal o vertical.
- Revoluciones
- Tacómetru: ye un preséu capaz de cuntar el númberu de revoluciones d'una exa por unidá de tiempu.
- Estroboscopio: ye un elementu capaz de cuntar revoluciones y vibraciones d'una maquinaria, ensin tener contautu físicu, al traviés del campu d'aición qu'ésta xenera.
- Llétricos
- Voltímetru: preséu pa midir la diferencia de potencial ente dos puntos.
- Amperímetro: preséu pa midir la intensidá de corriente que circula por una caña d'un circuitu llétricu.
- Polímetro: preséu capaz de midir distintes midíes llétriques como tensión, resistencia y intensidá de corriente normal qu'hai nun circuitu, amás de delles funciones más que tenga'l preséu, dependiendo del fabricante.
- Balanza
- Preséu que ye capaz de midir la masa d'un determináu elementu. Hai de distintos tamaños y de distintos rangos d'apreciación de mases.

- Galgas pa rosques y espesures
- Son regles comparanza pa ver el tipu de rosca d'un torniellu o la espesura d'un elementu. La galga de rosca puede ser de rosca métrica o Whitworth.
- Calibre pasa-nun pasa *
Cubique tampón cilíndricu: son elementos que sirven pa comprobar el diámetru de furacos y comprobar que s'afaen a lo que precisamos; pa respetar les tolerancies d'equipu, someter a la condición de pasa-nun pasa y tienen l'usu contrariu al calibre de ferradura.
- Calibre de ferradura: sirve pa midir el diámetru esterior de pieces cola condición de pasa-nun pasa.
- Calibre de rosca: dexa midir la rosca tantu d'un machu como d'una fema, sometíos a la condición de pasa/nun pasa.
- Preseos pa inspeición óptica *
Lente: ye un preséu d'inspeición que dexa ver oxetos y carauterístiques que nos ye imposible ver a güeyu. Consigue aumentar lo que tamos viendo y l'aumentu depende de la graduación óptica del preséu.
- Microscopiu: preséu de visualización que nos dexa ver aspeutos o carauterístiques d'oxetos con una visión microscópica, y colos dos güeyos simultáneamente.
- Proyeutor de perfiles: preséu que dexa ampliar con un factor conocíu, una pieza y poder reparar la so estructura más pequeña por aciu la reflexón de la so solombra.
- Rugosímetro: ye un preséu que por aciu ondes ye capaz de midir la rugosidad de la superficie d'un oxetu, ensin necesidá d'ampliación visual de la superficie del oxetu.
- Termómetru
- Preséu que dexa realizar midíes de temperatura.
- Láser
- Como preséu de midida pa la midida de distancies con alta precisión.

- Durómetro
- Preséu electrónicu que dexa midir y faer pruebes de la durez de distintos materiales, yá sían metálicos, cerámicos, plásticos o de piedra.
Ver tamién
- Error aleatoriu
- Error sistemáticu
- Preséu de midida
- Metrotecnia
- Sistema Interamericano de Metroloxía
- Teoría de la midida
- Unidá de midida
Referencies
- ↑ «metroloxía», Diccionario de la lengua española (ventena segunda edición), Real Academia Española, 2001.
- ↑ «-logía», Diccionario de la lengua española (ventena segunda edición), Real Academia Española, 2001.
- ↑ Dr. Clemens Sanetra, Rocío M. Marbán (avientu de 2012). «Una infraestructura nacional de la calidá». Consultáu'l 13 d'agostu de 2012.
- ↑ Joint Committee for Guides in Metrology (JCGM/WG 2). «International Vocabulary of Metrology – Basic and General Concepts and Associated Terms». Consultáu'l 13 d'agostu de 2012.
- ↑ International Vocabulary of Metrology – Basic and General Concepts and Associated Terms, VIM, 3rd edition, JCGM 200:2008
Enllaces esternos
 Wikimedia Commons acueye conteníu multimedia sobre Metroloxía.
Wikimedia Commons acueye conteníu multimedia sobre Metroloxía.
 Wikiquote tien frases célebres suyes o que faen referencia a Midida.
Wikiquote tien frases célebres suyes o que faen referencia a Midida.
Plantía:RAI
- Centro Español de Metroloxía (CEM).
- Entidá Nacional de Acreditación (ENAC).
- Centro de Máquines de Midida (CMM-Méxicu).