نقش بالليزر
الحفر بالليزر (Laser engraving) أو النقش بالليزر، وهو أحد عمليات علامات الليزر،[1] وفيه يستخدام الليزر لنقش شيءٍ ما. كذلك تُعد العلامات الليزرية فئة أوسع من طرق ترك العلامات على شيء ما، والتي تتضمن أيضًا تغيير اللون بسبب التغيير الكيميائي/الجزيئي، والرغوة، والصهر، والتذرية، وغير ذلك الكثير. لا تتضمن هذه التقنية استخدام الأحبار، كما أنها لا تتضمن قلم قطع يلامس سطح الحفر، مما يمنحها ميزة على تقنيات النقش أو العلامات البديلة حيث يجب استبدال الأحبار أو رؤوس القطع بانتظام.

لقد كان تأثير الحفر بالليزر أكثر وضوحًا بالنسبة للمواد المصممة خصيصًا للتعامل بالليزر أو ما يسمى «القابلة لليزر»، وكذلك بالنسبة لبعض الدهانات. وتشمل هذه البوليمرات الحساسة لليزر وسبائك المعادن الجديدة.
يستخدم مصطلح التعليم بالليزر (laser marking) أيضًا كمصطلح عام يغطي طيفًا واسعًا من تقنيات التعامل مع السطوح بما في ذلك الطباعة والعلامات التجارية الساخنة والربط بالليزر. تستخدم نفس آلات للنقش بالليزر (laser engraving) ولوضع العلامات بالليزر (laser marking)، بحيث يتم الخلط بين المصطلحين في بعض الأحيان من قبل أولئك الذين ليس لديهم معرفة أو خبرة في الممارسة.
آلات الحفر بالليزر


تتكون آلة النقش بالليزر من ثلاثة أجزاء رئيسية: مصدر الليزر، جهاز تحكم، وسطح. يشبه الليزر قلم رصاص - تسمح الحزمة المنبعثة منه لجهاز التحكم بتتبع الأشكال على السطح. اتجاه وحدة التحكم، وشدة وسرعة الحركة، وانتشار شعاع الليزر تُوجه إلى السطح. يتم اختيار السطح لتتناسب مع ما يمكن أن يعمل عليه الليزر.
هناك ثلاثة أنواع رئيسية من آلات الحفر: الأكثر شيوعًا هي طاولة XY ، حيث عادة ما تكون قطعة العمل (السطحية) ثابتة وتتحرك بصريات الليزر في اتجاهي X و Y ، لتوجيه شعاع الليزر لرسم متجهات. في بعض الأحيان يكون الليزر ثابتًا وتتحرك المشغولة. في بعض الأحيان تتحرك المشغولة في اتجاه المحور Y وبينما يتحرك الليزر في اتجاه المحور X. النوع الثاني هو لقطع المشغولات الأسطوانية (أو قطع المشغولة المسطحة المثبتة حول اسطوانة). في الطريقة الثالثة، يكون كل من الليزر والمشغولة ثابتين وتُحرك مرايا الجالفو شعاع الليزر فوق سطح المشغولة. يمكن أن تعمل أجهزة الحفر بالليزر التي تستخدم هذه التقنية في وضع المسح أو الاتجاه.
يجب أن تكون النقطة التي يلامس فيها الليزر (المصطلحان «ليزر» و «شعاع الليزر» يستخدمان بالتبادل) سطح المشغولة على المستوى البؤري للنظام البصري لليزر وعادة ما تكون مرادفة للنقطة المحورية. هذه النقطة صغيرة عادة، وربما أقل من جزء من المليمتر (حسب طول الموجة الضوئية). تتأثر المنطقة داخل نقطة الاتصال هذه بشكل كبير فقط عندما يمر شعاع الليزر فوق السطح. تعمل الطاقة التي يوفرها الليزر على تغيير سطح المادة عند النقطة المحورية. قد تسخن السطح وبعد ذلك يحدث تبخير للمادة، أو ربما يحدث كسر للمادة (المعروف باسم "glassing" أو "glassing up") وتقشر قبالة السطح. عادة ما يتم حفر المواد بالليزرمن خلال قطع الطلاء لتلك المادة.
إذا تم تبخير المواد السطحية أثناء النقش بالليزر، فإنه يلزم وجود تهوية من خلال استخدام المنافيخ أو المضخة الفراغية لإزالة الأبخرة والدخان الناتج عن هذه العملية، ولإزالة نواتج الحفر الموجودة على السطح للسماح باستمرار الليزر بالحفر.
يمكن لليزر إزالة المواد بكفاءة عالية لأن شعاع الليزر يمكن تصميمه لتوفير طاقة إلى السطح بطريقة تحول نسبة عالية من الطاقة الضوئية إلى حرارة. الشعاع شديد التركيز وموجه - في معظم المواد غير العاكسة مثل الخشب والبلاستيك وأسطح المينا، يكون تحويل الطاقة الضوئية إلى حرارة أكثر من {x٪}. ومع ذلك، وبسبب هذه الكفاءة، قد ترتفع درجة حرارة الجهاز المستخدم في الحفر بالليزر بسرعة. أنظمة التبريد المتطورة مطلوبة لليزر. بدلا من ذلك، قد يتم تشغيل الليزر على شكل نبضات لتقليل كمية التسخين المفرط.
يمكن حفر أشكال مختلفة عن طريق برمجة وحدة التحكم لاجتياز مسار معين لشعاع الليزر بمرور الوقت. يتم تنظيم تتبع شعاع الليزر بعناية لتحقيق عمق إزالة ثابت من المواد. على سبيل المثال، يتم تجنب مسارات متقاطعة لضمان أن كل سطح محفور يتعرض لليزر مرة واحدة فقط، وبذلك تتم إزالة نفس الكمية من المواد. كذلك لابد من ضبط السرعة التي يتحرك بها الشعاع عبر المادة لحفر أشكال عليها. يتيح تغيير شدة وانتشار الشعاع مزيدًا من المرونة في التصميم. على سبيل المثال، من خلال تغيير الوقت (المعروفة باسم «دورة التشغيل») يتم تشغيل الليزر أثناء كل نبضة، يمكن التحكم في الطاقة التي يتم توصيلها إلى سطح الحفر بشكل مناسب للمواد.
نظرًا لأن موضع الليزر معروف تمامًا بواسطة جهاز التحكم، فليس من الضروري إضافة حواجز على السطح لمنع الليزر من الانحراف عن الشكل المحدد. نتيجة لذلك، لا يلزم استخدام قناع مقاوم في النقش بالليزر. هذا هو السبب الرئيسي وراء اختلاف هذه التقنية عن أساليب الحفر القديمة.
يعد خط الإنتاج مثالًا جيدًا على استخدام تقنية النقش بالليزر في الصناعة. في هذه الحالة، يتم توجيه شعاع الليزر نحو مرآة دوارة أو تهتز. تتحرك المرآة بطريقة قد تتعقب الأرقام والحروف الموجودة على السطح المراد تعليمه. يعد هذا مفيدًا بشكل خاص لتواريخ الطباعة ورموز انتهاء الصلاحية وترقيم الكثير من المنتجات التي تنتقل عبر خط الإنتاج. يسمح وضع العلامات بالليزر بوضع علامات على المواد المصنوعة من البلاستيك والزجاج «أثناء التنقل». يُطلق على الموقع الذي يتم فيه وضع العلامات «محطة تمييز ليزر»، وهي غالبًا ما يوجد في مصانع التعبئة والتغليف. لقد تم التخلص التدريجي من التقنيات الأقدم والأبطأ مثل الختم الساخن وطباعة اللوحات واستبدالها بالليزر.
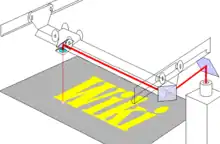
للحصول على نقوش أكثر دقة وزخرفة، يتم استخدام طاولة ليزر. طاولة الليزر (أو "XY table") عبارة عن مجموعة متطورة من المعدات المستخدمة لتوجيه شعاع الليزر بشكل أكثر دقة. عادةً ما يتم تثبيت الليزر بشكل دائم على جانب الطاولة وينبعث الضوء من زوج من المرايا المتحركة بحيث يمكن أن يصل إلى كل نقطة من سطح الطاولة. عند نقطة النقش يتم تركيز شعاع الليزر من خلال عدسة على سطح النقش، مما يسمح بتتبع أشكال دقيقة ومعقدة للغاية.
يتضمن الإعداد النموذجي لطاولة الليزر الضوء الثابت الذي ينبعث منه الليزر بالتوازي مع أحد محاور الطاولة الذي يُوجه إلى مرآة مركبة في نهاية سكة قابلة للتعديل. ينعكس الشعاع عن المرآة بزاوية 45 درجة بحيث يسير الليزر في مسار بطول السكة تمامًا. ثم ينعكس هذا الشعاع بواسطة مرآة أخرى مثبتة على عربة متحركة والتي توجه الشعاع بشكل عمودي على المحور الأصلي. في هذا المخطط، يمكن تمثيل درجتين من الحرية (رأسية وأخرى أفقية) للحفر.
في أجهزة النقش بالليزر الأخرى، مثل الطاولات المسطحة (flat table) أو نقش الأسطوانة (drum engraving)، يتم التحكم في شعاع الليزر لتوجيه معظم طاقته بعمق اختراق ثابت للمادة المراد نقشها. بهذه الطريقة، يتم إزالة عمق معين فقط من المواد عند إجراء النقش. يمكن استخدام عصا آلية بسيطة أو زاوية حديدية كأداة لمساعدة التقنيين المدربين على ضبط الحفارة لتحقيق التركيز المطلوب. يفضل هذا الإعداد على الأسطح التي لا تختلف في الارتفاع بشكل ملحوظ.
بالنسبة للأسطح التي تختلف في الارتفاع، تم تطوير آليات تركيز أكثر تفصيلاً. يُعرف البعض باسم أنظمة التركيز التلقائي الديناميكي (dynamic auto focus systems). حيث تقوم تلك النظم بضبط المعلمات الليزرية للتكيف مع التغييرات في ارتفاعات سطح المواد أثناء الحفر. عادة ما يتم مراقبة ارتفاع وعمق السطح من خلال أجهزة تتبع التغييرات على الموجات فوق الصوتية أو الأشعة تحت الحمراء أو الضوء المرئي الموجه إلى سطح النقش. تساعد هذه الأجهزة، المعروفة باسم أشعة الليزر التجريبية، في توجيه التعديلات التي تم إجراؤها على عدسة الليزر في تحديد المكان الأمثل للتركيز على السطح وإزالة المواد بفعالية.
قد تعمل آلات النقش بالليزر "XY" في وضع الموجه والنقطية.[2]
تتبع نقش المتجهات (Vector engraving) خط ومنحنى النموذج المراد نقشه، تمامًا مثل رسم الراسم القائم على القلم عن طريق إنشاء مقاطع خط من وصف الخطوط العريضة للشكل. في بداية استخدم النقش للعلامات واللوحات (بالليزر أو غير ذلك) الخطوط الخارجية للخطوط المخزنة مسبقًا بحيث يمكن تغيير حجم الأحرف والأرقام أو الشعارات إلى الحجم واستنساخها باستخدام حدود محددة بدقة. لكن لسوء الحظ، كانت هناك مشكلة في «ملء» الحرف، حيث أن الأشكال المتقاطعة وملء النقاط يظهر أحيانًا تأثيرات تموج في النسيج أو أشكال uber الناجمة عن الحساب غير الدقيق لمسافات النقاط. علاوة على ذلك، كانت دورات الخط أو تغيير القياس الديناميكي (dynamic scaling) في الغالب تفوق إمكانيات جهاز عرض الخط. وحاليا يتيح إدخال لغة وصف صفحة بوستسكريبت مرونة أكبر بكثير - أي شيء تقريبًا يمكن وصفه في المتجهات بواسطة برنامج يدعم بوستسكريبت مثل CorelDRAW أو Adobe Illustrator يمكن رسم حدوده الخارجية، ثم مملؤه بأشكال مناسبة، ومن ثم حفره بالليزر.
الحفر بطريقة Raster engraving توجه الليزر إلى السطح في حركة خطية تتقدم ببطء إلى الأمام والخلف بطريقة تماثل رؤوس الطباعة في طابعة نافثة الحبر أو الطابعات المماثلة. عادة ما يتم تحسين الشكل بواسطة وحدة التحكم / الكمبيوتر بحيث يتم تجاهل المساحات الموجودة على جانبي الشكل والتي لن يتم حفرها وبالتالي يتم تقصير التتبع عبر المادة لتحقيق كفاءة أفضل. مقدار التقدم لكل خط عادة ما يكون أقل من الحجم الفعلي للليزر؛ تتداخل الخطوط المحفورة قليلاً فقط لجعل الحفر مستمر. كما هو الحال في جميع الأجهزة النقطية (rasterized devices)، يمكن أن تتأثر المنحنيات والأقطار في بعض الأحيان إذا كان طول الخطوط النقطية أو موضعها يتفاوت قليلاً حتى فيما يتعلق بمسح الخطوط النقطية المجاورة؛ لذلك فإن التحديد الدقيق للمواقع والتكرار مهمان للغاية في تصميم الماكينة. إن ميزة التنقيط rasterizing هي «التعبئة» fill التي تتم بلا جهد تقريبا. معظم الصور المراد نقشها هي حروف عريضة أو بها مساحات كبيرة محفورة بشكل مستمر، وهي منقطة بشكل جيد. يتم تنقيط الصور (كما هو الحال في الطباعة)، حيث تكون النقاط أكبر من تلك الموجودة في بقعة الليزر، كما يتم نقشها بشكل أفضل كصورة نقطية. يمكن استخدام أي برنامج تخطيط صفحة تقريبًا لتغذية برنامج تشغيل نقطي لجهاز حفر ليزر XY أو أسطواني. كان عمل العلامات التقليدية ونقش اللوحات يميل لاستخدام vectors، ولكن المحلات التجارية الحديثة تميل إلى تشغيل الليزر في معظمها في وضع النقطية raster.
المواد التي يمكن حفرها
المواد الطبيعية
يعتمد النقش على المواد العضوية مثل الخشب على كربنة المواد التي تنتج لونا أسود على السطح وتكون العلامات عالية التباين.[3] كانت الصور «المحترقة» على الخشب مباشرة من أوائل استخدامات النقش بالليزر. غالبًا ما تكون طاقة الليزر المطلوبة هنا أقل من 10 واط اعتمادًا على الليزر المستخدم لأن معظمها مختلف. الأخشاب الصلبة مثل الجوز، الماهوغوني والقيقب تعطي نتائج جيدة. يمكن نقش الخشب اللين بحكمة ولكن تميل إلى التبخير في أعماق أقل. يتطلب وضع علامات على الأخشاب اللينة أدنى مستويات الطاقة وتمكنك من الحصول على سرعات قص أسرع، بينما يمنع التبريد النشط (مثل مروحة بها تدفق هواء كافٍ) الإشعال. الأوراق الصلبة واللوح الليفي تعمل بشكل جيد. أوراق الصحف تشبه الأخشاب اللينة. الفراء ليس قابل للنقش؛ على الرغم من أن الجلود المنجزة يمكن أن تكون قابلة للحفر بالليزر بمظهر مشابه جدًا للعلامات التجارية الساخنة. يمكن أن تكون بعض مركبات المطاط اللاتكس محفورة بالليزر؛ على سبيل المثال يمكن استخدام هذه لتصنيع طوابع التحبير.
يستخدم شريط إخفاء الورق في بعض الأحيان كغطاء سابق للنقش على الأخشاب النهائية والمشطبة بحيث يكون التنظيف مسألة انتزاع الشريط من المناطق غير المحفورة، وهو أسهل من إزالة «الهالات» المحيطة اللزجة والدخانية (ولا يتطلب أي مواد كيميائية تعمل على إزالة الورنيش).
البلاستيك
كل البلاستيك له خصائص محددة، وخاصة طيف امتصاص الضوء. يمكن أن ينتج عن شعاع الليزر تعديلات كيميائية مباشرة أو ذوبان أو تبخر للمادة. نادراً ما تُستخدم المواد البلاستيكية في حالتها النقية نظرًا لاستخدام العديد من المواد المضافة مثل الملونات ومثبطات الأشعة فوق البنفسجية وعوامل الإطلاق وما إلى ذلك. تؤثر هذه المواد المضافة على نتيجة وضع علامات الليزر.[3]
البلاستيك المصبوب الاكريليك، ورقائق البلاستيك الاكريليك، وغيرها من الراتنجات المصبوبة عموما يمكن نقشها بالليزر بشكل جيد للغاية. والجوائز المنقوشة هي شكل من أشكال الأكريليك المصبوب يتم نقشه بالليزر من الجانب الخلفي. يميل الستايرين (كما في حالات الأقراص المدمجة) والعديد من المواد البلاستيكية الحرارية إلى الذوبان حول حافة بقعة الحفر. تكون النتيجة عادة «ناعمة» ولا يوجد بها تباين «حفر». قد يشوه السطح بالفعل أو «تموج» في مناطق الحدود. قد يكون هذا مقبولا في بعض التطبيقات؛ على سبيل المثال علامات التاريخ على زجاجات الصودا 2 لتر لا تحتاج إلى أن تكون حادة.
بالنسبة للوحات الإشارة، تم تطوير مواد بلاستيكية خاصة بالليزر. وتتضمن هذه سيليكات أو غيرها من المواد التي تنقل الحرارة الزائدة بعيدا عن المواد قبل أن تتشوه. فالشرائح الخارجية من هذه المادة تتبخر بسهولة لكشف المواد الملونة المختلفة أدناه.
المعادن
المعادن هي مواد مقاومة للحرارة، ووضع العلامات على أسطح معدنية يتطلب أشعة ليزر عالية الكثافة. حيث تؤدي قوة الليزر المتوسطة إلى الانصهار وتتسبب قوة الذروة في تبخر المادة.[3]

أفضل مواد الحفر التقليدية أصبحت أسوأ المواد القابلة للحفر بالليزر. تم حل هذه المشكلة الآن باستخدام الليزر بأطوال موجية أقصر من 10,640 نانومتر التقليدية الطول الموجي لليزر CO2. باستخدام Yb: Laser Fiber ، Nd: YVO 4 أو Nd: YAG lasers بطول موجي 1,064 نانومتر، أو التوافقيات في 532 و 355 نانومتر، ويمكن الآن نقش المعادن بسهولة باستخدام النظم التجارية.
المعادن المطلية
نفس التوصيل الذي يعمل ضد التبخير الموضعي للمعادن هو أحد الطرق المستخدمة إذا كان الهدف هو تبخير طبقة أخرى عن سطح المعدن. يتم تصنيع الألواح المعدنية المستخدمة للنقش بالليزرمن معدن مصقول بدقة، ومغلف بطلاء المينا المصنوع ليتم «حرقه». عند مستويات تتراوح ما بين 10 إلى 30 واط، يتم إجراء نقوش ممتازة لأن المينا يتم إزالتها بطريقة نظيفة تمامًا. يباع الكثير من عمليات النقش بالليزر على صورة حرف مكشوفة (exposed brass) أو من الصلب المطلي بالفضة على خلفية سوداء أو مظلمة. تتوفر الآن مجموعة واسعة من التشطيبات، بما في ذلك تأثيرات الرخام المطبوعة على الشاشة على المينا. وعادة يتم حفر الألمنيوم Anodized aluminum باستخدام آلات ليزر CO2. مع طاقة أقل من 40 واط، يمكن بسهولة نقش هذا المعدن بتفاصيل نظيفة ومثيرة للإعجاب. يبيض الليزر اللون الذي يعرض المادة المصنوعة من الألومنيوم الأبيض أو الفضي. على الرغم من أنها تأتي بألوان مختلفة، إلا أن الألمنيوم الأسود المطلي بالليزر والنقش بالليزر يوفر أفضل تباين بين جميع الألوان. خلافا لمعظم المواد نقش الألومنيوم لا يترك أي دخان أو بقايا.[4] يمكن استخدام طلاء بخاخ للمعادن المعدة للنقش بالليزر. بشكل عام، يمكن أيضًا استخدام هذه البخاخات لنقش مواد أخرى غير مرئية بصريًا أو عاكسة مثل الزجاج ومتوفرة في مجموعة متنوعة من الألوان.[5] إلى جانب الطلاء بالرش، تأتي بعض المعادن القابلة لليزر مغلفة مسبقًا للتصوير.[6] مثل هذه المنتجات تحول سطح المعدن إلى لون مختلف (غالبًا ما يكون أسود أو بني أو رمادي).[7] [8]
الحجر والزجاج
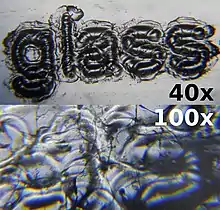
الحجر والزجاج لا يتحولان إلى الحالة الغازية بسهولة. وبالتالي فإن هذا يجعلهما عمومًا من أفضل ما يُستخدم للحفر عليه مثل القطع باستخدام الماس والماء. ولكن عندما يضرب ليزر الزجاج أو الحجر، يحدث شيء آخر مثير للاهتمام: إنه ينكسر.
المجوهرات
إن الطلب على المجوهرات الشخصية جعل بائعي الجواهرأكثر وعياً بفوائد عملية النقش بالليزر.
الأشكال الفنية
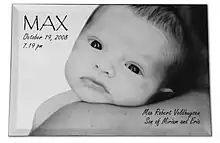
يمكن أيضًا استخدام النقش بالليزر لإنشاء أعمال فنية رائعة. بشكل عام، يتضمن ذلك النقش على أسطح مستوية، للكشف عن مستويات أقل من السطح أو لإنشاء أخاديد وموانع يمكن ملؤها بالأحبار أو مواد التزجيج أو مواد أخرى. يمكن للفنانين تحويل الرسومات لصورة رقمية أوالستخدام المسح الضوئي أو إنشاء صور على جهاز كمبيوتر، ثم نقش الصورة على أي من المواد المذكورة أعلاه.
مرايا محفورة بالليزر
بالمثل، كما هو الحال مع المرايا المحفورة العادية، كان التركيز الأولي لآلات النقش بالليزر على النقش على السطح الزجاجي للمرآة. عندما يتم تحسين القوة والتركيز والسرعة، يمكن تحقيق نتائج مماثلة لعمليات السفع الرملي أو الحفر الكيميائي.
وبهذا ظهر مفهوم جديد لنقش المرايا[9] هو مرآة محفورة بالليزر. هنا يكون النقش بالليزر من خلال الطبقة الفضية العاكسة في الجزء الخلفي من المرآة. ونتيجة لذلك، لا يزال الجانب الزجاجي لمرآة الليزر المحفورة كما هو، وبالتالي الحفاظ على الصفات الانعكاسية الكاملة للمرآة الأصلية.
تطبيقات صناعية
انظر أيضا
- الاستئصال بالليزر
- الترابط بالليزر
- قطع الليزر
- قائمة مقالات الليزر
المراجع
- "Laser Cutting, Laser Engraving, Laser Marking". ulsinc.com. مؤرشف من الأصل في 2019-06-05. اطلع عليه بتاريخ 2014-03-11.
- "LASER MODULES". optlasers.com. مؤرشف من الأصل في 2018-12-19. اطلع عليه بتاريخ 2018-12-18.
- "Laser Characteristics By Material". Laserax. مؤرشف من الأصل في 2018-09-29.
- Fox، Daniel. "Metal Etching". Boss Laser. Ray Allen. مؤرشف من الأصل في 2015-01-21. اطلع عليه بتاريخ 2014-07-31.
- "TherMark Laser Marking - How It Works". Thermark.com. مؤرشف من الأصل في 2018-09-09. اطلع عليه بتاريخ 2012-11-07.
- "AlumaMark". مؤرشف من الأصل في 2019-04-23.
- "Laser Marking". مؤرشف من الأصل في 2017-11-14.
- "Basic of Laser Marking". مؤرشف من الأصل في 2017-09-10.
- "Laser Engraved Mirror vs Etched Mirror". Mirror Engraving. مؤرشف من الأصل في 2019-04-18.
 بوابة الفيزياء
بوابة الفيزياء بوابة فنون مرئية
بوابة فنون مرئية