تصليدية
التصليدية أو قابلية التصليد (التصلب) لسبيكة معدنية (بالإنجليزية: تصليدية) هي قابليتها للتصليد (التقسية) عند معالجتها حرارياً، ولا ينبغي الخلط بين قابلة التقسية (التصليد) وبين الصلابة (القساوة) (بالإنجليزية: صلادة) ألا وهي مقاومة العينة (الصلبة) للالتواء (الفتل) أو الخدش، وتعتبر هذه الخاصية مهمة جداً في اللحام، لأن (الصلابة)أو القساوة تتناسب عكساً مع قابلية العينة لللحام، فكلما كانت المادة أكثر قساوة قلّت قابليتها للحام، كمثال: يمتلك الفولاذ قابلية عالية للحام بينما يتمتع حديد الزهر (وهو أقسى من الفولاذ) بقابلية أقل للّحام.
عندما تُغمس العينة في السائل المبرِّد، فإن درجة حرارة السطح تنخفض بسرعة كبيرة إلى درجة حرارة الوسط (السائل)، ونتيجة لهذا المعدل الكبير فإن البنية الميكروية للطبقة الخارجية تتحول من الأوستنيت (عند تقسية الفولاذ) إلى المارتنسيت (المارتنزيت). من جهة أخرى، فإن الطبقات أوالمناطق الداخلية في العينة لا تبرد بنفس معدل التبريد الذي يبرد وفقه السطح الخارجي، ولذلك فإنه يمكن للأوستنيت في حالة العينات الكبيرة أن يتحول إلى بنى أخرى غير المارتنسيت مثل البينيت. نتيجة لما سبق، فسينتج لدينا عينة تحتوي على بنية طرية من الداخل وقشرة سطحية قاسية من الخارج.

تعتمد قابلية التصليد (التصلب) للسبائك الحديدية (كالفولاذ) بشكل أساسي على كل من محتوى الكربون وغيره من العناصر السبائكية التي تدخل في التركيب الكيميائي لهذه الخلائط الحديدية، إضافة إلى حجم حبيبات الأوستينيت. يتم تحديد أهمية العناصر السبائكية الأخرى بالنسبة للكربون من خلال حساب محتوى الكربون المكافئ للمادة. يفيد السائل المستخدم للسقاية (الغمس) في التأثير على معدل التبريد من خلال اختلاف الناقلية حرارية والحرارة نوعية لكلٍ من السائل والعينة. يُبرِّد كلاً من الماء أو المحلول الملحي (الملح المذاب بالماء) بمعدلات أكبر من الزيت والهواء كما ان تحريك السائل يساعد على زيادة معدل التبريد. من جهة أخرى، فإن الشكل الهندسي للعينة يؤثر على معدل التبريد بشكل أساسي، فإذا كان لدينا عينتان لهما نفس الحجم فإن العينة التي تملك سطحاً خارجياً ذو مساحة أكبر سوف تبرد بشكل أسرع من العينة الأخرى.
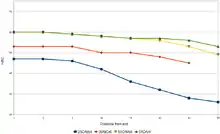
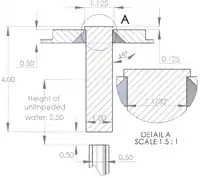
تقاس قابلية التصليد (التصلب) لسبيكة حديدية عن طريق اختبار جومني تصليدية، حيث يتم تحويل بنية قضيب معدني ذو أبعاد قياسية (مبينة في الصورة العلوية) إلى 100٪ الأوستينيت عن طريق المعالجة الحرارية، وتكون درجة حرارته محددة مسبقاً (وهي الدرجة التي تعطي بنية أوستنيتية كاملة، انظر مخطط التوازن الحرج للحديد والكربون)، ومن ثم يُغمس القضيب المعدني في الماء بدرجة حرارة الغرفة (25oC درجة). سيكون معدل التبريد في هذه الحالة مختلفاً كلما ابتعدنا عن النهاية المغموسة، حيث سيأخذ قيمة أعظمية عند هذه النهاية وستتناقص قيمته عندالابتعاد عن النهاية المغموسة. بعد ذلك يتم قص القضيب الأسطواني إلى نصفين حتى يسهل الوصول إلى قلب العينة، وينتج بعد هذا الاختبار سطحاً مستوياً مختلفاً في القساوة (الصلابة) كما في الصورة الموضحة جانباً. ثم يتم قياس القساوة على طول العينة المختبرة وتُرسم النتائج على منحنيات بيانية تسمى منحنيات القساوة (الصلابة). يرجى ملاحظة أن القيمة العظمى للقساوة ستكون في النهاية المغموسة.
وصلات خارجية
المصادر
- Kalpakjian, Serope, et al. (2001). Manufacturing Engineering and Technology. Pearson Education
 بوابة الفيزياء
بوابة الفيزياء بوابة الكيمياء
بوابة الكيمياء بوابة تعدين
بوابة تعدين بوابة صناعة
بوابة صناعة