تسدية
التسدية (بالإنجليزية: warping) هي إحدى عمليات النسج الأساسية حيث تجهز الأطوال المناسبة من خيوط السدى من أجل العمليات التالية وذلك بجمع عدد من الخيوط بدون فقد أحدها في أي جزء، مع المحافظة على مرونة الخيوط وعدم فقد أحدها.[1]
يتكون القماش المنسوج من تعاشق مجموعتين من الخيوط، السدى واللحمة. ونحصل على الخيوط العرضية (اللحمة) من عبوات الخيوط المتوضعة على جانب المنسج في حين أننا نحصل على الخيوط الطولية (السدى) من أسطوانة السدى خلف المنسج. وتكون خيوط السدى ذات كثافة أكبر وتتوزع على أسطوانة السدى بجانب بعضها البعض بالتوازي وبأطوال طويلة. فالهدف من جميع أنواع التسدية (مباشرة أو شريطية وغيرها) هو تجهيز الأطوال المناسبة للعمليات اللاحقة بجمع عدد من الخيوط بدون فقد أحدها في أي جزء من هذه العمليات مع المحافظة على مرونة الخيوط وعدم فقد أي منها.
مفاهيم أساسية
يزداد قطر أسطوانة السدى أثناء عملية التسدية مع الوقت، لذا يجب أن تكون الآلة معدة لجعل السرعة الخطية للخيط ثابتة إما بالتدوير السالب عن طريق تدوير أسطوانة السدى بمسنن أو بتغيير السرعة الدورانية لعمود تدوير أسطوانة السدى وذلك في حالة التدوير الموجب لأسطوانة السدى.
أما بالنسبة لإيقاف اسطوانة السدى فيجب أن توقف الآلة في مسافة لا تتعدى 5 أمتار من لحظة قطع الخيط، معنى ذلك أنه إذا كانت الآلة سرعتها 900 م/د فإنه لا بد من إيقاف الآلة في 1\3 ثانية من لحظة انقطاع الخيط. فإذا كان قطر حافة الأسطوانة 100 سم وعرضها 165 سم سيكون وزن أسطوانة السدى في حال امتلائها حوالي 800 كغ تقريباً.
ومن الضروري أيضًا أن يكون في آلة التسدية قابلية لضبط ضغط أسطوانة السدى لتناسب مختلف الاستخدامات مثل المناسج أو التبويش.
ولكي يتحقق لآلة السدى أقصى استغلال لزيادة وقت تشغيل الآلة صمم المنصب وذلك لتقليل الوقت الفاقد في تغيير الكونات.
وقد مر المنصب على بعض التغييرات وهي من المنصب الفردي إلى المنصب الآلي الذي يقلل زمن التغيير إلى الحد الأدنى ويسمح بزيادة كفاءة عملية التسدية لتصل إلى أعلى من 50%. ويعتمد مقدار الشد المؤثر على الخيوط أثناء عملية التسدية على نمرة خيوط السدى فهو يتراوح بين (10-20) غ/خيط حسب نمرة الخيط.
وتنفذ التسدية وفق الخطوات التالية:
- تأمين عدد محدد من خيوط السدى حسب حمل المنصب بأي عدد من الخيوط وبالطول المرغوب.
- ترتيب الخيوط وفقا للرغبة المطلوبة
- تصنيع أسطوانة السدى بالخصائص المطلوبة.
- إذا كانت سعة منصب آلة التسدية مساوية أو أكبر من عدد خيوط السدى المطلوب فإن التسدية سوف تنفذ ببساطة بواسطة التسدية المباشرة (Direct winding) وذلك بلف الخيط بشكل مباشر على أسطوانة سدى المنسج (من المنصب إلى أسطوانة سدى المنسج)، لكن في الغالب فإن سعة المنصب لا تقارن مع خيوط السدى والتي غالبا تكون أكبر بكثير من عدد عبوات الخيوط على المنصب.
وهذه المشكلة يمكن حلها بتقسيم التسدية إلى قسمين:
- فل الخيوط من عبوات الخيوط على المنصب ولفها مباشرة على حامل وسيط حتى بلوغ العدد الإجمالي من خيوط السدى.
- ومن ثم لف هذه الحوامل الوسيطة سوية على أسطوانة سدى المنسج.
(وتزامن هذه المراحل شرط أساسي لإنتاج أسطوانة السدى حيث كل الخيوط ستأخذ نفس الطول والشد)
أنواع التسدية
حسب نوع الحامل الوسيط يمكن أن تُقسم عملية التسدية تكنولوجيا إلى نوعين مختلفين.
التسدية بالشقق (بالإنجليزية: Sectional Warping)
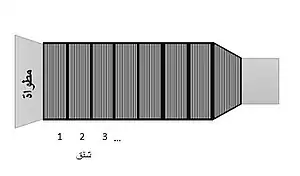

تسمى أيضًا آلة التسدية القطاعية (الشريطية) أو آلة تسدية القضبان. حيث تقسم خيوط السدى إلى أقسام يسمى القسم الواحد منها شقة، تلف شقق عديدة على التتابع وبالتوازي مع بعضها البعض على المخزن (الطنبور)، ويحدد عدد هذه الشقق بالتوافق مع سعة المنصب المتاح والعدد الكلي لخيوط السدى، إن التسدية بالشقق تكون فعالة من أجل سدى قصير ومخطط وعند العمل بأعداد سدى كبيرة. تبلغ سرعة التسدية 800 م/د، وتصل سرعة أسطوانة السدى 300 م/د.
ولإنجاز السدى يجب القيام بما يلي:
1-حساب عدد الشقق الواجب لفها على الطنبور لتسحب بعد ذلك على أسطوانة سدى المنسج، وذلك بالعلاقة البسيطة التالية: عدد الشقق = العدد الكلي لخيوط السدى/سعة تحميل المنصب. فإذا كان الناتج غير صحيح فإن الشقة الأخيرة تُنتج بعدد خيوط أقل من باقي الشقق، أو ينقص العدد في الشقق الأخرى لكي تتساوى جميعها بعدد الخيوط في الشقة.
2-حساب عرض الشقة الواحدة الواجب لفها على الطنبور ويتم ذلك بالعلاقة البسيطة التالية: عرض الشقة= عرض المشط على المنسج/عدد الشقق. في هذه الحالة سوف تتوضع خيوط السدى جميعها على الطنبور وبعرض مساوٍ لعرض أسطوانة سدى المنسج وذلك لكي تلف للمرة الأخيرة عليه.
مثال
عدد خيوط السدى الكلي: 10000، وسعة المنصب: 1100 عبوة، وعرض المشط 140 سم، وعدد الشقق = 10000 / 1100 = 9 شقق + 100 خيط في الشقة الأخيرة. لدينا الآن احتمالين:
- إما أن نلف 9 شقق بعدد خيوط 1100 لكل شقة ونلف شقة أخيرة بعدد 100 خيط.
- أو نلف 10 شقق بعدد خيوط 1000 خيط متساوية فيما بينها جميعًا، وذلك باستخدام جزء معين من سعة المنصب وهو 1000 كونة، وهو المفضل في حال لم تهدر كمية كبيرة من سعة المنصب وفي هذه الحالة يكون عرض الشقة = 140 /10 = 14 سم.
التسدية الأسطوانية أو التسدية المباشرة (بالإنجليزية: Direct Warping)

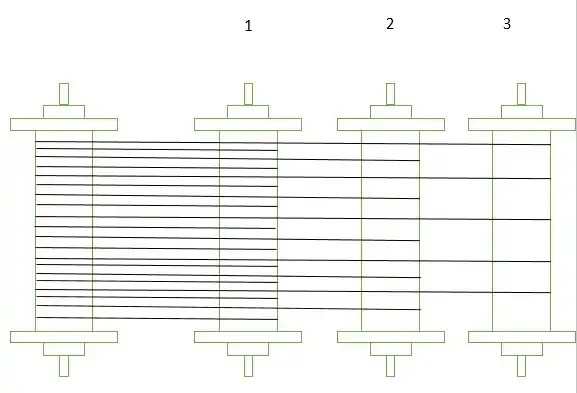
تستخدم غالبا عندما يُراد تحضير عدة أسطوانات لها نفس الطول من السدى. تلعب الأسطوانات دور الحوامل حيث يقسم السدى الكلي المطلوب على هذه الأسطوانات ثم تجمع بعد ذلك بالتوازي مع بعضها على اسطوانة السدى النهائية وينجز ذلك غالبًا على آلة التبويش.
هذا النوع من التسدية يُنجز على مرحلتين، في البداية عدد الخيوط التي يمكن لفها على الأسطوانة تتعلق بسعة المنصب، وهكذا تُحضر الأسطوانة الواحدة تلو الأخرى. يُحدد عدد الأسطوانات بالعلاقة البسيطة التالية: عدد الأسطوانات = العدد الكلي لخيوط السدى/ سعة تحميل المنصب. وفي المرحلة الثانية تلف خيوط السدى الملفوفة على الأسطوانات جميعها في آن واحد على أسطوانة السدى. وإن الطريقة التي تُجمع بها هذه الاسطوانات تُبين أنه من الأفضل أن يكون عدد الاسطوانات صحيح.
مثال
عدد خيوط السدى: 3000، وسعة المنصب: 560، وعدد الاسطوانات = 3000 /560 = 5 أسطوانات + 260 خيط. لكن من الأفضل أن تحتوي كل الأسطوانات نفس العدد من الخيوط، لذلك إذا استخدم لكل أسطوانة 500 عبوة فإن 6 أسطوانات ستجمع للحصول على السدى المطلوب.
الأجزاء الرئيسية للسدّاية
تتألف السدّاية أو آلة التسدية عمومًا من الأجزاء الرئيسية التالية:
- 1-المنصب (الحوامل)
هو هيكل معدني بسيط تُثبت عليه عبوات الخيوط المغذية ومجهز بحساسات تساعد نظام التحكم الآلي في الآلات الحديثة في ضبط قيمة الشد المتغيرة، إضافة إلى أن المنصب يُزود بنظام مراقبة تقطع الخيوط. إن سعة المنصب مؤشر لعدد خيوط السدى في الشقة أو الأسطوانة حيث يجب أن تكون مرتفعة إلى أقصى حد ممكن، وإن سعة المنصب المناسب المستخدمة اليوم تقريبًا من 800 – 1200 عبوة خيوط. إن الشغل الشاغل لزيادة مردود السدّاية هو التخلص من الزمن المستغرق لتنصيب سدى جديد وذلك بالاستعانة بمناصب ذات أشكال تسمح بتجهيزها أثناء عمل السدّاية ومن هذه الأنواع:
- استخدام منصبين حاملين معًا: وهو من الحلول الاقتصادية القديمة وذلك لنفس آلة التسدية (شريطة وجود مساحة كافية متاحة)، حيث أنه في الواقع حينما يكون أحد هذين المنصبين في حالة عمل فإن المنصب الآخر يتم تزويده وتحضير الكونات عليه، وفي هذه الحالة فإنه من المستحسن أن يُزود المنصب بمشط [الإنجليزية] محمول التي تعبر من خلال أبوابه خيوط السدى وبهذه الطريقة يمكن تقليل الوقت الضائع لتبديل المنصب.
- المنصب المتحرك (الجوال) (بالإنجليزية: Mobile Creel): هذا المنصب مشابه للمنصب التقليدي لكنه جُهز بشكل عربات يمكن أخذها جزئيًا خارج المنصب لتجهز بالعبوات أثناء عمل سلسلة عربات المنصب، وتُعاد السلسلة الثانية من عربات المنصب لتغذية السدّاية مما يُقلل كثيرًا من الوقت المنتظر للتبديل، حيث يعتبر المنصب الجوال سهل الاستخدام خصيصًا في الأماكن الضيقة والمساحات غير الكافية لاستيعاب المنصب العادي.
- المنصب الخزان (بالإنجليزية: Magazine Creel): يستخدم هذا النوع من المناصب عندما يكون السدى من النوع نفسه ويجب أن تنجز بالتتالي، وهذا يحدث عندما يُطلب تسدية كمية كبيرة من الخيط نفسه، حيث تُستخدم عبوتان، واحدة للعمل والأخرى للتخزين فتربط نهاية العبوة العاملة مع بداية العبوة الاحتياطية. ولوقت قريب كان هو الحل الأمثل لتشغيل الكميات الكبيرة ومازال يعد مفيدًا في استخدامه للخيوط السميكة.
- المنصب الدوار (بالإنجليزية: Swivel frame creel): طُور هذا النوع من المنصب المتحرك ليُمكن من تزويد المنصب بالعبوات التي لا يمكن جرّها بالعربة (العبوات ذات الأوزان من 5-25 كغ).
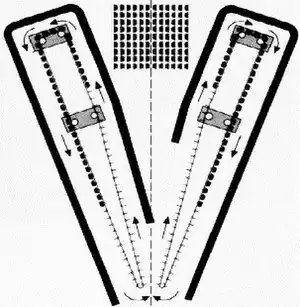
- المنصب بشكل V (بالإنجليزية: V-shaped creel): يركب وجه المنصب في هذا النوع على شكل سلسة مغلقة، فعندما يكون المنصب في حالة عمل على السطح الخارجي سيزود السطح الداخلي بالخيوط، حيث يوفر هذا التصميم الوقت اللازم للتخزين والتبديل.
- 2-أجهزة شد خيوط السدى

يجب على المنصب أن يزود السدّاية بخيوط ذات شد محدد ومتساوٍ وذلك من أجل تحسين جودة السدى، لذا يُزود القفص بشدادات للخيوط (بالإنجليزية: yarn tensioners) بحيث أن كل خيط من خيوط المنصب يمر عبر شداد معاير ليكون الشد المطبق على كل خيط متماثل بين كل خيوط المنصب، وهناك عدة أنواع من شدادات الخيوط متوفرة اليوم في مناصب السدايات نذكر منها:
- الشداد البسيط ذو الصحون (بالإنجليزية: Cymbal and Post Tensioner): حيث يمر الخيط حول عدة أعمدة صغيرة (post) مصنوعة من السيراميك وتوضع صحون معدنية (metal disk) صغيرة ذات أوزان محددة على الخيط، حيث يطبق الشد على الخيط بتقييد حركة سحب الخيط نتيجة للاحتكاك مع الصحون المعدنية. ولكن هذه الطريقة يشوبها بعض العيوب، وأهمها إفلات الخيط من تحت الصحون وتطاير الصحون للأعلى الناتج عن اهتزاز الخيط عند استخدام سرعات تسدية عالية تؤدي إلى اختلاف قيم الشد المطبق على خيوط أسطوانة السدى.
- الشداد الهيدروليكي (بالإنجليزية: Hydraulic Tensioner): وهذا النوع هو الأكثر تطوراً من الشدادات المستخدمة حالياً، ويوجد منه أنواع متعددة أيضاً وذلك حسب نوع كل خيط مُستخدم، حيث تطبق قوة الشد على الخيط المار عبره هيدروليكياً وبقيم محددة وقابلة للعيار وبدون وجود للعيوب الموجودة في النوع السابق عند استخدام سرعات تسدية عالية. كذلك يتميز هذا النوع بخاصَة إضافية، حيث يُوقف آلة التسدية عن العمل في حال انقطاع الخيط المار عبره أو عند نفاد الخيط من العبوة وذلك عن طريق حساس كهربائي موجود فيه مما يؤدي ذلك إلى إنتاج أسطوانات سدى ذات جودة عالية.
الأجهزة الملحقة بالسدّاية
- جهاز التزييت: يعمل على تزييت الخيوط أثناء التسدية وذلك لتقليل احتكاك الخيط مع عناصر الحياكة في آلات حياكة النسيج السريعة.
- جهاز تفريغ الكهرباء الساكنة: يعمل على تفريغ الشحنة الكهربائية الساكنة من الخيوط أثناء التسدية وخاصة عند تسدية الخيوط الصنعية، لأن وجود هذه الشحنات في الخيوط المسداة تسبب جذبًا للغبار وتنافر الشعيرات فيما بينها وتُنتج شرارات عند أطراف نهايات الخيوط أيضًا.
- جهاز اللف العكسي: يعمل على فل الخيوط التي لفت على أسطوانة السدى ولمسافة 9 أمتار للخلف وذلك عند انقطاع أحد الخيوط من أجل إعادة وصل الخيط المقطوع من أجل تجنب عيوب التراكيب النسيجية في القماش.
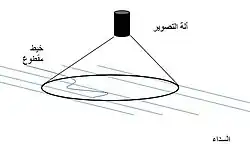
- جهاز المسح بالكاميرا: يقوم بمراقبة مجموعة الخيوط المُسدّاة عن طريق كاميرا دقيقة تقوم بعملية المسح (scanning) لمجموعة الخيوط أثناء التسدية، وفي حال انقطاع أحد هذه الخيوط تتوقف السدّاية عن العمل لتعطي المجال لربط الخيط المقطوع بعد تحديد رقمه وموقعه باستخدام شاشة عرض إلكترونية.
تكون الكاميرا موضوعة فوق إضاءة خيوط التسدية، وبهذه الطريقة يكون كل خيط مراقبًا وتقرأ الكاميرا النبضات الناتجة عن الإضاءة وتحولها إلى إشارة ليقرأها الحاسوب ليقيمها. بعتمد نظام التقييم على المقارنة بين الإشارة الأصلية والإشارة الحالية (تؤخذ الإشارة الأصلية وتحفظ في الحاسب قبل التشغيل عند وصل جميع الخيوط) وإذا وجد الحاسب فرقًا بين قيمة هاتين الإشارتين يوقف الآلة مباشرة، ومن أجل الإقلال من التوقفات الكاذبة تدخل قيمة التسامح بين فرق الإشارتين وهذا الأمر يعتمد على الخبرة أثناء التشغيل المستمر. ويمكن إظهار مكان الخيط المقطوع على الشاشة إضافة إلى رقمه من أجل وصله بسرعة.
- مميزات جهاز المسح بالكاميرا
- الكشف والعد لكل خيط من الخيوط.
- سرعة الاستجابة في الكشف تتراوح بين (5-1000) ملي ثانية حسب نوع الخيط.
- عرض رقم ومكان الخيط المقطوع.
- إمكانية تعديل حساسية برنامج الكشف للحد من التوقفات الكاذبة.
- عرض حالة القفص والأسطوانة.
- تحديد عدد الانقطاعات المسموحة في الشقة قبل إيقاف الآلة.
- عرض الخيوط المراقبة على شاشة ملونة واضحة.
- الكشف حتى نمرة 11 دسيتكس وبكثافة 18 في السنتيمتر.
- مميزات جهاز المسح بالكاميرا
المراجع
- درويش حسن السيد & علي قاسم عبد اللطيف ،2004-تحضيرات النسيج. مركز تطوير الصناعات النسيجية، مصر ،293 صفحة.
| تراكيب نسيجية |
|  |
|---|---|---|
| المكونات | ||
| أدوات وتقنيات |
| |
| أنواع المناسج |
| |
 بوابة صناعة
بوابة صناعة