بثق
البثق[1] أو النَّبْط[1] (بالإنجليزية: Extrusion) وهي عملية تشكيل للمعدن تستخدم لإنتاج أعمدة بمقاطع ثابتة الشكل، حيث يتم ضغط المادة المعدنية أو البلاستيكية خلال فوهة البثق (إسطمبة) لها نفس الشكل المقطعي المطلوب. من أهم مميزات عملية البثق عن العمليات الأخرى قدرتها على إنتاج أشكال مقطعية غاية في التعقيد، كما أنها تنتج منتجات نهائية ذات جودة سطح عالية.[2]

قد تكون عملية البثق مستمرة لإنتاج أطوال كبيرة أو غير مستمرة لإنتاج أطوال قصيرة نسبيا. قد يتم أيضا التشكيل بالبثق على الساخن أو على البارد. وتتضمن عملية البثق إنتاج المعادن والبلاستيكات والسيراميك وبعض منتجات الأغذية.
تاريخيا
في عام 1797 تمكن جوزيف بريمه من تسجيل براءة اختراع أول عملية بثق لتصنيع أنبوبة بسيطة. تمت العملية عن طريق تسخين المعدن أولا ثم التأثير عليه بقوة ضغط ليمر المعدن خلال فتحة الإسطمبة. وفي عام 1820 استطاع العالم توماس بور استخدام المكبس الهيدروليكي في القوة المستخدمة. في عام 1894 ضمّن عملية البثق إنتاج سبائك النحاس.[3]
خطوات التصنيع
تبدأ عملية التشكيل بتسخين الخام ليصبح طريا ثم يتم تحميله في الوعاء المكبس حيث يُكبَس لينفذ من الإسطمبة، وقد يتم معالجة المنتج النهائي لتحسين خواصه بالتشكيل على البارد أو بالتشكيل على الساخن.[3]
البثق على الساخن
تتم عملية البثق في الوعاء المسخن للحفاظ على المعدن من التصلب أثناء التشكيل، ولتسهيل خروج المعدن من الإسطمبة. تتم معظم عمليات البثق على الساخن في مكابس هيدروليكية أفقية لها قوة تحميل من 250 إلى 12000 طن. يترواح الضغط المؤثر على المكبس من 5000 إلى 100,000 باوند لكل إنش مربع، وبالتالي قد يحتاج إلى تزييت وقد يكون بالزيت أو بالجرافيت لتقليل درجة الحرارة أو قد يكون من الزجاج المطحون لتسخين العملية أثناء التشكيل. ولكن بهذه الطريقة نتكلف علاج خشونة السطح بعمليات التشغيل.[2]
| المعدن | درجة الحرارة [فهرنهيت(سليزيوس)] |
|---|---|
| الماغنسيوم | 650-850 |
| ألمنيوم | 650-900 |
| نحاس | 1200-2000 |
| حديد | 2200-2400 |
| تيتانيوم | 1300-2100 |
| نيكل | 1900-2200 |
| السبيكة | تصل إلى 4000 |
عملية البثق تكون عموما اقتصادية عند الاحتياج لبضعة باوندات أو أطنان، بالرغم من وجود وجهة نظر أخرى بأن عملية الدرفلة أكثر اقتصاداً، على سبيل المثال بعض المعادن يكون من الأفضل اقتصادياً درفلتها لو زادت القوة المستخدمة عن 50,000 باوند.[3]
البثق على البارد
يتم البثق على البارد في درجة حرارة الغرفة أو ما يقاربها، يتميز البثق على البارد عنه على الساخن بقلة عملية الأكسدة والمتانة الأعلى نتيجة للتشكيل على البارد والحصول على أبعاد بسماحات مقاربة جدا للنهائية وجودة سطح عالية ويعد البثق على البارد إحدى اليات تقوية المواد.[2]
تشمل المعادن التي غالبا ما يتم بثقها على البارد: الرصاص والقصدير والألومنيوم والنحاس، الزركونيوم والتيتانيوم والموليبدينوم والبريليوم والفاناديوم والنيوبيوم والصلب.
البثق الدافئ
يتم البثق في الأجواء الدافئة في درجة حرارة أعلى من درجة حرارة الغرفة ولكن أقل من درجة حرارة إعادة تبلور بنية المعدن، عادة ما يستخدم هذا النوع من البثق لعمل توازن بين القوى المطلوب تأثيرها على المعدن والممطولية والخواص النهائية للعملية.[4]
التجهيزات
يوجد العديد من الخيارات المختلفة المستخدمة في عملية البثق، تتنوع خصائص كل منها بناء على القوى المؤثرة وكيفية التأثير واتجاهه.[2]
- تختلف حركة البثق بالنسبة لذراع الكبس فلو تحرك ذراع الكبس بالنسبة للإسطمبة يسمى بثقاً مباشراً ولو تحركت الإسطمبة بالنسبة للذراع سُمِّي بثقا غير مباشر.
- قد يكون المكبس أفقياً أو رأسياً.
- قد يكون المكبس هيدروليكياً أو ميكانيكياً.
- قد تكون القوة المؤثرة ستاتيكية أو ديناميكية.
يتم استخدام قلاووظ أحادي أو ثنائي يعمل بموتور كهربي أو يُستخدَم رام تعمل بمكبس ضغط هيدروليكي لإنتاج الحديد وسبائك التيتانيوم، ويستخدم الضغط بالزيت لإنتاج الألومنيوم.
يوجد العديد من الطرق لتشكيل إنتاج مجوف مساحات المقطع، إحدى هذه الطرق هي بتجويف المراد بثقه ثم وضع ماندرال ثابت أو عائم، وتسمى طريقة استخدام الماندرال الثابت بالطريقة الألمانية وتكون بتثبيت الماندرال في الاسطمبة، وتسمى طريقة استخدام الماندرال العائم بالطريقة الفرنسية ويكون الماندرال عائما في الوعاء قبل فتحة الاسطمبة وتظل الماندرال في مكانها أثناء عملية البثق. في حالة استخدام كمية مصمتة غير مجوفّة لتغذية البثق يتم أولاً ثقب الكمية قبل عملية البثق خلال الاسطمبة. ويستخدم مكبس خاص للتحكم في ثبات مكان الماندرال أثناء عملية البثق بالنسبة للاسطمبة.[2] يمكن مع الكمية المصمتة أيضا البثق المجوف باستخدام الاسطمبة العنكبوتية أو متعددة الفتحات أو الكبري. كل هذه الاسطمبات تقوم بتثبيت مكان الماندرال في المعدن أثناء عملية البثق عن طريق أرجل تقوم بحمل الماندرال. أثناء هذا النوع من عمليات البثق ينقسم المعدن حول هذه الأرجل تاركا خط لحام في المنتج النهائي بعد عملية البثق.[5]
تكلف مكابس البثق ما يزيد عن 100,000$ في حين قد تتكلف الاسطمبة 2000$.
البثق المباشر
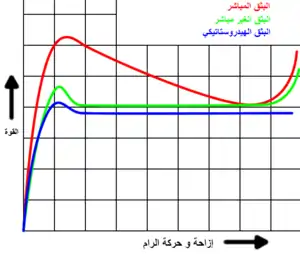
البثق المباشر يسمى أيضا بالبثق الأمامي، وهي الطريقة المستخدمة عادةً في الصناعة. تتم العملية بوضع المادة الخام في وعاء سميك. ثم تضغط المادة الخام باتجاه الإسطمبة ومن خلالها باستخدام الرام. ويوجد كتلة معدن تستخدم المرة بعد المرة للحجز بين الرام والمادة الخام والحفاظ عليهما منفصلين أثناء العملية. من أهم عيوب البثق المباشر أنه يتطلب قوى كبيرة بالمقارنة بالبثق غير المباشر وهي قوة بثق المادة الخام وقوة لمقاومة الاحتكاك الناتج عن انتقال المادة الخام بطول الوعاء. بسبب هذا فإن القوى الكبيرة اللازمة لبدء العملية تقل تدريجيا بنفاد المادة الخام أثناء الاستمرار في عملية البثق حتى تنعدم قوة الاحتكاك عندما يؤول عرض الوعاء لصفر أي عندما تنتهي المادة الخام تقريبا لكن في الواقع يتبقى جزء من المعدن صغير جدا لا يستخدم.[6]
البثق غير المباشر
يسمى البثق غير المباشر أيضا بالبثق الخلفي، حيث تكون حركة الوعاء والمادة الخام في نفس الاتجاه، وبهذا الشكل يتم اختزال القوى المطلوبة إلى قوة البثق فقط ولا يٌتطَلب قوة مقاومة الاحتكاك مما يؤدي لهذه الميزات:[7]
- يتم اختزال من 25 إلى 30 % من قوة الاحتكاك وبالتالي من الممكن استعمال كمية مادة خام أكبر، بالإضافة إلى زيادة السرعة، وزيادة القدرة على بثق مساحات مقطع أصغر.
- يقل احتمال حدوث نواة للانهيار في العملية وذلك لقلة كمية الحرارة الناتجة عن الاحتكاك.
- يتم الحفاظ على الوعاء مدة أطول لعدم حدوث تآكل بسبب احتكاك.
هذه العملية ليست متعددة الاستخدامات مثل البثق المباشر لأن مساحة المقطع محدودة بقيمة معينة.
البثق الهيدروستاتيكي
في البثق الهيدروستاتيكي يتم تحويط المادة الخام بسائل معرض لضغط عال من كل الجهات فيما عدا الجهة المواجهة للإسطمبة. قد تتم العملية على الساخن أو البارد أو الدافئ غير أنه يُراعى استقرار السائل المستخدم للحفاظ عليه. وقد يتم تعريض السائل للضغط عن طريق إحدى الطريقتين التاليتين.[7] أولاهما: عن طريق الضغط برام على السائل، والثانية: عن طريق استخدام مضخة لدفع السائل بضغط مناسب للعملية المطلوبة.
من مميزات هذه العملية:[7]
- انعدام القوى بين الوعاء والمادة الخام يقلل من القوى المطلوبة، وهذا يتيح فرصة أكبر لسرعات أعلى ومعدلات اختصار أكبر ويتم هذا في درجات حرارة أقل.
- تزداد ممطولية المعادن بصفة عامة عند التأثير عليها بقوى كبيرة.
- معدل سريان منتظم للمعدن.
- كميات كبيرة من المادة الخام وبمقاطع كبيرة ممكن بثقها.
- لا يتم فقد أي من كمية المادة الخام أثناء هذه العملية.
وعيوبها:[7]
- يجب تجهيز المادة الخام بتغيير زاوية أحد طرفيها لملاءمة زاوية دخول الإسطمبة وذلك لتسهيل انسيابية المعدن أمام الإسطمبة عند عملية البثق بالإضافة إلى أنه يتم تشغيل المادة الخام كلها للتخلص من أي عيوب بسطحها.
- الحفاظ على السائل الضاغط تحت ضغط عال صعب جدا.
عيوب البثق
- شروخ السطح : وتحدث عندما ينفصل السطح المبثوق من الإسطمبة وقد تكون أسبابه زيادة درجة الحرارة أو سرعة البثق أو قوة الاحتكاك في العملية وقد يحدث أيضا إن كانت درجة الحرارة منخفضة بحيث يلتصق المعدن بالإسطمبة أثناء الخروج.
- شروخ داخلية :عند تولد شروخ داخل المعدن فإنها تتجمع عند خط المنتصف مكونة حالة إجهاد شد هيدروستاتيكي مشابه لما يحدث في عينة اختبار الشد عند مرحلة تكون الرقبة في الانهيار.
المواد
المعادن
تعتبر المعادن أكثر ما يتم بثقه عادة:[8]
- ’’’الألومنيوم’’’ هو ما يتم بثقه عادة وقد يتم على الساخن بعد تسخينه لدرجة حرارة من (575 إلى 1100 °ف) (300 إلى 600 °س) أو على البارد. ومن أمثلة ما ينتج من الألومنيوم بالبثق الإطارات المعدنية.
- ’’’النحاس’’’ من (1100 إلى 1825 °ف) (600 إلى 1000 °س) ويصنع منه الأنابيب والمواسير والأسلاك واللحام الإلكتروليتي. ويتم عادة إنتاج النحاس بالبثق بضغط حوالي (690 ميجا باسكال).
- ’’’الرصاص’’’ و’’’القصدير عند درجة حرارة قصوى (575 °ف) (300 °س) ويصنع منه أيضا الأنابيب والمواسير والأسلاك والكابلات، وقد يستخدم الرصاص المذاب كمادة خام في البثق العمودي.
- ’’’الماغنسيوم’’’ من (575 إلى 1100 °ف) (300 إلى 600 °س) ويصنع منها أجزاء الطائرات وتستخدم في بعض أجزاء الصناعات النووية، وتعتبر قابلية الماغنسيوم للبثق معادلة لقابلية الألومنيوم تقريبا.
- ’’’الزنك’’’ من (400 إلى 650 °ف) (200 إلى 350 °س) ويستخدم في صناعة الأعمدة والقضبان والأنابيب وصناعة الأجزاء الصلبة في الحاسبات.
- ’’’الحديد’’’ من (1825 إلى 2375 °ف) (1000 إلى 1300 °س) ويصنع منه الأعمدة أيضا ويستخدم في البثق عادة صفائح الحديد الكربوني وأحيانا من الحديد السبائكي أو الحديد غير المجهد.
- ’’’التيتانيوم’’’ من (1100 إلى 1825 °ف) (600 إلى 1000 °س) ويصنع منه أجزاء الطائرات وحمالات المقاعد وحٍلَق المحركات وفي أغراض إنشائية أخرى.
تعتبر سبائك الماغنسيوم والألومنيوم من المبثوقات بجودة سطح عالية 30 مايكروبوصة مقاسة بحسابات ج م ت، في حين ينتج التيتانيوم والحديد أسطحا بجودة 125 مايكروبوصة بحسابات ج م ت.

في عام 1950 اخترع الفرنسي يوجيه سيجورني عملية يتم استخدام الزجاج فيها للتبريد في بثق الحديد.[9] وتتم هذه العملية الآن في بثق مواد أخرى لها درجة حرارة صهر أعلى من الحديد أو تحتاج لنطاق ضيق من درجات الحرارة ليتم بثقها. تتم العملية بتسخين المادة لدرجة حرارة عملية البثق ثم يتم تقليبها في مسحوق الزجاج فينصهر الزجاج ويتحول إلى شريط رفيع (0.5 إلى 0.75 مم) يحيط بالمادة الخام والتي يراد بثقها فتعمل على تبريد العملية. ويكون سمك هذه الطبقة (6 إلى 18 مم) في بعض الأحيان لتبريد العملية بما يناسبها. ومن مزايا هذه الحلقة من الزجاج هو أنها تقوم بعزل حرارة المادة الخام عن الإسطمبة. ويعتبر من السهل إزالة هذه الطبقة بمجرد أن يبرد المنتج.[4]

طريقة أخرى للتبريد هي استخدام الطلاء بالفوسفات. وتعتبر هذه العملية بالإضافة لاستخدام الزجاج مما يتيح بثق الحديد على البارد. وتعمل طبقة الفوسفات على امتصاص سائل الزجاج لتحسين خواص التبريد.[4]
بلاستيك
بثق البلاستيك عادة ما يتم بمادة خام أو بالرايش والتي يتم تجفيفها أولا في وعاء التغذية قبل دخولها إلى قلاوظ التغذية. يتم تسخين اللدائن لحالة الانصهار بمجموعة من أدوات التسخين والتسخين بقوى القص الناتجة عن استخدام القلاووظ في البثق. يقوم القلاووظ بإجبار المادة الخام للخروج من خلال الإسطمبة لتشكيل المادة بالشكل المطلوب. في بعض الحالات (مثل الأنابيب المقواة بالألياف) يتم البثق عن طرق سحب المبثوق من خلال إسطمبة طويلة وتسمى هذه العملية البثق بالسحب.
ويستخدم العديد من اللدائن في إنتاج الأنابيب البلاستيكية والمواسير والأعمدة والقضبان والرقاقات أو الشرائح.
معرض صور



انظر أيضا
مراجع
- منير البعلبكي؛ رمزي البعلبكي (2008). المورد الحديث: قاموس إنكليزي عربي (بالعربية والإنجليزية) (ط. 1). بيروت: دار العلم للملايين. ص. 421. ISBN:978-9953-63-541-5. OCLC:405515532. OL:50197876M. QID:Q112315598.
- Oberg، E. (1996). Machinery's Handbook (ط. 25th ed.). Industrial Press Inc. ص. 1348–1349.
{{استشهاد بكتاب}}:|طبعة=يحتوي على نص زائد (مساعدة) والوسيط author-name-list parameters تكرر أكثر من مرة (مساعدة) - Drozda، Tom؛ Wick، Charles؛ Bakerjian، Ramon؛ Veilleux، Raymond F.؛ Petro، Louis، Tool and manufacturing engineers handbook، SME، ج. 2، ص. Chapter 13: 11-12، ISBN:0872631354، مؤرشف من الأصل في 2017-02-17.
- Avitzur، B. (1987)، "Metal forming"، Encyclopedia of Physical Science & Technology، San Diego: Academic Press, Inc.، ج. 8، ص. 80–109.
- Drozda, p. 13-21.
- Drozda, p. 13-13.
- Drozda, p. 13-14.
- Drozda, pp. 13-15 & 16.
- Bauser، Martin؛ Sauer، Günther؛ Siegert، Klaus (2006)، Extrusion، ASM International، ص. 270، ISBN:087170837X، مؤرشف من الأصل في 2011-08-31
- Brick manufacturing process نسخة محفوظة 21 أبريل 2010 على موقع واي باك مشين.
 بوابة الكيمياء
بوابة الكيمياء بوابة علم المواد
بوابة علم المواد بوابة مطاعم وطعام
بوابة مطاعم وطعام بوابة هندسة
بوابة هندسة