خيط
الخيط سلك مستمر من الألياف النسيجية، أو من الشعيرات النسيجية، أو من مادة ذات شكل مناسب لعمليات النسج أو الحياكة أو طرق أخرى لتشكيل النسيج.
والخيط في اللغة العربية:
الخَيْطُ : السِّلْك يُخاط به، أو ينظم فيه الشيء، أو يربط به. (ج) خُيُوطٌ، وأخياطٌ. وخُيُوطَة
الخَيْطَةُ: الحبْل اللَّطيف يُتَّخذ من السَّلب. السَّلْب: عند العامَّة ما غُزِل من الشرانق المبلولة.
تجمّع الألياف بعدة طرق لتشكيل الخيوط. ولكن الخيوط تصنف عمومًا في أربع مجموعات:
- الخيوط المغزولة (بالإنجليزية: Spun Yarn): هو سلك مستمر من الألياف تتماسك مع بعضها البعض بفعل ميكانيكي. والألياف القصيرة تكون بطول قياسي، وتتماسك مع بعضها بفتلها مع بعضها.
- خيوط الشعيرات (بالإنجليزية: Filament Yarn): تتركب من شعيرات مستمرة تتماسك مع بعضها ببرم أو بدونه. والشعيرات أطوال من الألياف القصيرة، وهذا يعطي خصائصًا مختلفة لهذا النوع من الخيوط.
- الخيوط المركبة (بالإنجليزية: Compound Yarn): تتألف هذه الخيوط من طاقين على الأقل. يشكل الأول لب الخيط والأخر يشكل غلاف الخيط. يتكون الطاق الأول (اللب) عادة من ألياف قصيرة، والطاق الثاني (الغلاف) يتكون من الشعيرات. وهذا النوع من الخيوط ذو قطر متجانس على طوله.
 أمثلة على الخيوط المزخرفة
أمثلة على الخيوط المزخرفة - الخيوط المزخرفة (بالإنجليزية: Fancy Yarn): يختلف منظر هذا الخيط عن أنواع الخيوط الأخرى المزوية أو المبرومة بسبب التوليد العشوائي لهذه الخيوط أثناء إنتاجها. تتألف الخيوط المزخرفة عادة من عدة خيوط، تكون إحداها ملفوفة أو معقودة أو مبرومة حول خيط مركزي يشكل قوام الخيط المزخرف.
تمييز نوع الخيط ليس بالأمر الصعب. فالخيوط المزخرفة سهلة التمييز بسبب عدم انتظام قطرها على طول الخيط، بينما أنواع الخيوط الأخرى ذات قطر متجانس على طولها. يمكن تمييز الخيط المركب بعد شده بحيث يظهر لب الخيط. وتمييز الخيوط المغزولة عن خيوط الشعيرات يكون باجتزاء قطعة من الخيط ثم حل البرم للحصول على الألياف المكونة لهذا الخيط، فإذا كان طول الألياف على طول قطعة الخيط المجتزء يكون الخيط من الشعيرات وإن كانت الألياف أقصر كان الخيط مغزول من ألياف قصيرة.
تعرف الخيوط بأشكالها الأسطوانية أو الشريطية وهي تشكل معظم أنواع النسيج. وكما تختلف الخيوط باختلاف مواصفات الألياف المكونة لها، فهي تؤثر مباشرة على مواصفات الأقمشة الداخلة في تكوينها، لنحصل في النهاية على مجموعة كبيرة جدًا من مواصفات وميزات المنتج النهائي.
دلائل جودة الخيط

تعد الجودة واحدة من العوامل الأساسية في نجاح مصانع الغزل والنسيج، فمن أجل عقد الإتفاقيات فإنه لا بد من قيم مضبوطة تحدد وتصف النوعية والجودة.
وتكون معالم (بالإنجليزية: parameters) جودة الخيط في نظام إدارة الجودة في معمل الغزل من أجل تحديد مستويات ومواصفات جودة الخيوط. ويبين المخطط المبين جانباً معالم جودة الخيط.
وتعد شركة أوستر (USTER) من أوائل الشركات العالمية في مجال أجهزة اختبار مواصفات جودة الخيط حيث تقوم بقياس وفحص وتحليل نتائج اختبارات الانتظامية والنقاء والسطح على جهاز USTER TESTER، واختبارات المتانة على جهاز USTER TENSOJET.[1]
الانتظامية
إن انتظامية الخيط (بالإنجليزية: Evenness) لا تعتمد على آلة الغزل النهائي فقط بل تعتمد أساساً على درجة انتظامية المراحل السابقة بدءًا من الفتح وانتهاءً بالبرم [الإنجليزية] لذا بات لزاماً على الفنيين مراقبة الجودة في هذه المراحل والارتفاع بمستوى الانتظامية.[2]
مبدأ القياس
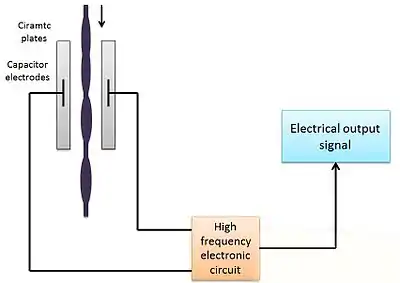
إن طريقة القطع والوزن هي تقنية تستخدم في قياس عدم الانتظامية في أقسام محددة من معمل الغزل، ولكن لها مساوئ كونها بطيئة وصعبة. جهاز اختبار الانتظامية يُقيّم مستوى عدم الانتظامية في الخيط أو المبروم [الإنجليزية] (roving) أو الشريط [الإنجليزية](sliver) بقياس تغيرات الكتلة على امتداد الطول مستخدمًا ما يعرف بالمبدأ السعوي.
إن أداة القياس لجهاز الاختبار السعوي الإلكتروني هي مكثف هوائي ذو صفائح متوازية تحت شروط محددة بحيث أن تأثير إدخال مادة عازلة كشريط الكرد (بالإنجليزية: sliver) أو الخيط إلى الفراغ بين الصفائح هو تغيير لسعة المكثف. يتناسب التغيير مع وزن المادة الموجودة، فإذا تحركت المادة عبر المكثف على نحو مستمر، فإن التغير في السعة سوف يتبع تغير الوزن في وحدة الطول للمادة (وحدة الطول هي طول المكثف) هذه التغيرات في السّعة تضخّم وتعالج للحصول على نتائج بأشكال مختلفة.[1]
أصناف أخطاء الخيط
إن الخيط المعروف بعدم انتظاميته يعرف بأنه الخيط الذي يحوي على أخطاء وعيوب. هذه العيوب تتنوع في مساحة مقطعها العرضي وطولها. وهناك نوعان منفصلان من الأخطاء في الخيوط والتي تعتمد على حجمها وطولها وتكرار حدوثها.
عدم الانتظامية (العيوب أو الشوائب)[1]
عدم الانتظامية Um%
يختلف توزيع الألياف على طول الخيط في جميع منتجات غزل الألياف القصيرة (خيط، مبروم، شريط)، فإذا قطع الخيط في عدة أماكن، فسيكون هناك اختلاف في النسبة المئوية لعدد الألياف في المقطع العرضي. وعليه فإنه سينشأ تغيراً في المقطع العرضي للمادة بحوالي (±40%). هذا الاختلاف يتأثر أيضاً بنعومة الألياف واختلاف النعومة بينها ونوع المادة، حتى في توزع الألياف المثالي، كما في حالة الخيوط المستمرة فإنه تظهر عدم انتظامية محددة بسبب اختلافات النعومة بين الألياف. إن اختلافات الكتلة بوحدة الطول الناتجة عن اختلافات تجمع الألياف تعرف بعدم الانتظامية (القيمة Um% و CVm%).
وتعد هذه الوحدة القديمة Um% لقياس عدم الانتظامية من أكثر المتغيرات أهمية، حيث تستخدم للتعبير عن تغيرات الكتلة للألياف المجدولة. وبشكل أبسط هي انحراف الكتلة (بالنسبة المئوية) لوحدة الطول للمادة، وتحدث بسبب عدم انتظام توزع الألياف على طول الخيط.[1]
معامل الاختلاف CVm%
إذا أخذنا المتوسط الحسابي X لقيم الكتلة لعدة اختبارات X1,X2,…,Xn حيث يعطى بالعلاقة:

حيث n تمثل عدد الاختبارات.
إن قياس حجم تغيرات هذه الكتلة يعبر عن الانحراف المقياسي وهو متوسط انحراف القيم عن القيمة الوسطية والذي يعطى بالعلاقة:

إن معامل الاختلاف CVm% يعرف كانحراف مقياسي ويعبر عنه بالنسبة المئوية للقيمة الوسطية:.[1]


العيوب
تحوي الخيوط المغزولة من ألياف النسيج ظاهرة محددة تعرف بما يسمى العيوب (بالإنجليزية: imperfection) أو الشوائب فضلاً عن عدم الانتظامية على اختلاف أنواعها. إن الاختلافات الكبيرة في المقطع العرضي مثل المناطق الرفيعة(بالإنجليزية: thin places) والمناطق الثخينة(بالإنجليزية: thick places) والعقد (بالإنجليزية: Neps) تعرف بما يسمى العيوب. ومع ظهور هذه العيوب في حدود (±100%) تكون بشكل طبيعي قليلة في العدد، ولهذا السبب يجب أن تعدّ على نحو منفصل بدلاً من أن تجمع مع قيمة عدم الانتظامية Um% حيث يكون تأثيرها ضعيفاً.
تقسم هذه العيوب إلى ثلاثة أقسام:
- المناطق الرفيعة
- المناطق الثخينة
- العقد أو النبس
المناطق الرفيعة (-50%)
المناطق الرفيعة هي كل منطقة تمر بالخيط تكون سماكتها أقل من سماكة الخيط المختبر بمقدار 50% وبطول لا يقل عن 12 مم.[2]
المناطق الثخينة (+50%)
المناطق السميكة هي كل منطقة تمر بالخيط تكون سماكتها أكبر من سماكة الخيط المختبر بمقدار 50% وبطول لا يقل عن 12 مم.[2]
العقد أو النبس (+200%)
منطقة النبس هي منطقة سماكتها تعدت 200% من سماكة الخيط المختبر وبطول لا يتجاوز 4 مم.[2]
سلامة السطح

تعنى سلامة السطح سلامة الكثافة والاستدارة والقطر.
مبدأ القياس (الحساس OM)
الحساس البصري متعدد الوظائف [الإنجليزية](Optical Multifunctionat) إن الحساس البصري متعدد الوظائف (OM) يقيس قطر الخيط من الجانبين من خلال توضع متناظر لمرسلات ضوئية ومرايا ومستقبلات على كل طرف. وإن قياس جسم الخيط يعتمد على تقنية حساس رقمي مدمج يتكون من كاميرا فحص عالية الدقة وحساس تناظري مدمج يعملان معاً. إن مرسل الأشعة تحت الحمراء للحساس يؤمن حزم ضوئية متوازية، لتتكون صورة واضحة للخيط على كل من المستقبلين الضوئيين.
تقوم دارة معالجة الإشارة بتقييم لقطر جسم الخيط بعد كل فترة فحص (0.3 مم) وهي طول حقل القياس في الحساس. ولا تؤثر الألياف البارزة من جسم الخيط على نتائج الفحص. يقوم النظام بتقييم القطر الرئيسي المتوسط للخيط مما يؤمن وصفًا أكثر دقة للمقطع العرضي للخيط.
ويؤخذ بعين الاعتبار في التقييم لتجمعات الألياف التي تبرز من جسم الخيط وكذلك التغيرات ذات الموجة القصيرة والتي يتم إظهارها كقمم في مخطط قطر الخيط المتوسط.
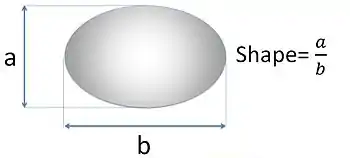
معامل الشكل (shape): هو معامل يشير إلى استدارة الخيط المتوسطة على كامل طول الاختبار للخيط وهو عامل يؤثر على مظهرية الخيط النهائي. والشكل التالي يظهر طريقة الحساب.
الكثافة (D:(g/cm3)): وهي نمرة الخيط على متوسط مساحة مقطعه، وتعتمد الكثافة على البرم المعطى للخيط. ويظهر اختبار لخيوط (100% قطن) لنمر خيوط وطرق غزل مختلفة أن الطرق المختلفة للغزل لها تأثير مباشر على استدارة (شكل) وكثافة الخيوط، يظهر الجدول التالي قيم الكثافة والاستدارة لخيوط مختلفة:
| طريقة الغزل | الشكل (Shape) | الكثافة (g/cm3) |
|---|---|---|
| خيط غزل حلقي ممشط (100% قطن) | 0.83-0.86 | ~0.51 |
| خيط غزل حلقي مسرح (100% قطن) | 0.79-0.82 | ~0.44 |
| خيط غزل حلقي توربيني مسرح (100% قطن) | 0.68-0.77 | ~0.38 |
تمثل القيمة (1) مقطع عرضي دائري تام، بالنسبة للكثافة من أجل خيوط لها نفس النمرة فإنها تعتمد بشكل مباشر على قطر الخيط والذي يعتمد بدوره على برم الخيط بالمتر.
تظهر القياسات لخيوط لها نفس النمرة ولكن ببرم مختلف ازدياد الكثافة كثيرًا بزيادة البرم، حيث أنه من أجل خيط غزل ممشط [الإنجليزية] بنمرة (170 Nm) فإن زيادة البرم بمقدار (10%) يؤدي إلى إنقاص القطر المتوسط بمقدار (10%) ومن جهة أخرى تزداد الكثافة(من0.48حتى0.62) أي بزيادة قدرها (22%).[1]
تشعر الخيط
إن قياس وتقييم تشعر الخيط (بالإنجليزية: Hairiness) وتغيراته التي تكون مستقلة عن كتلة الخيط وتغيراتها هو جزء مهم من ضبط جودة الخيط. ويعرّف التشعر بطريقتين:
- هو مجموع أطوال الألياف غير المبرومة والتي لا تدخل ضمن البنية التركيبية للخيط وتكون ظاهرة على سطح الخيط وتحدد بالوحدة H% وحدة قياس أوستر (USTER) أي هو مجموع أطوال الألياف الناتئة ضمن حقل القياس لـ 1 سم من الخيط.
- هو عدد الألياف غير المبرومة والتي لا تدخل ضمن البنية التركيبية للخيط، وتكون ظاهرة على سطح الخيط ويقاس بالوحدة S3 وحدة قياس زويكل [الإنجليزية] (Zweigle) أي هو عدد الألياف الناتئة الأطول من 3 مم ضمن الطول المقاس لواحد متر من الخيط .[2]
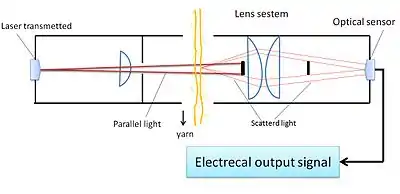
مبدأ القياس (الحساس OH)
تسلط أشعة وحيدة اللون ثابتة (ليزر) على الألياف البارزة من جسم الخيط والتي تؤدي إلى تشتيت الأشعة المتوازية. إن جسم الخيط يكون معتماً لأنه غير شفاف. تحرف الأشعة المشتتة نتيجة الألياف البارزة من جسم الخيط بواسطة نظام عدسات وتبيّن من خلال حساس ضوئي. إن الأشعة المشتتة تنتج من انكسار الضوء وانعكاسه على الألياف المفردة أي أن الألياف البارزة تظهر بشكل مشع وساطع. تحول بعد ذلك إشارة الخرج الإلكترونية للحساس الضوئي والتي تتناسب مع تشعر الخيط إلى قيمة رقمية ليتم تقييمها .[1]
النقاء
يتأثر مظهر القماش بجزيئات الأوساخ والغبار المتبقية في الخيوط، فعدد وحجم جزيئات الأوساخ والغبار يمكن تمييزها كخصائص نوعية للخيوط. تضعف جزيئات الأوساخ والغبار الخيط في المكان التي تكون موجودة فيه. ويمكن أن تقود إلى تقطع الخيط في عملية النسج أثناء مروره خلال عيون النير، لذلك يحاول الغزّال أن يقلل عدد هذه الأوساخ في الخيط.[2]
مبدأ القياس
يعتمد مبدأ القياس على تصوير سطح جسم الخيط على رقائق مرتبة خطيًا حيث يمر الخيط أمام منطقة اختبار بيضاء كروية والتي تسمح بتسليط شدة ضوء أعظمية على الخيط. ويتألف المصدر الضوئي من عدة الصمامات الثنائية الإلكترونية ذات إرسال ضوئي أزرق تتوضع على المنطقة النصف كروية. ويعد الضوء الأزرق الأكثر ملائمة من أجل اكتشاف جزيئات الأوساخ لأنه يعطي تبايناً كبيراً بين جزيئات الأوساخ البنية اللون وبين الخيط الأبيض. ويتم تعيين وتقييم أي انخفاض كبير لانعكاس اللون الأزرق باستخدام دارة الكترونية مدمجة [الإنجليزية](ASIC) وذلك على شكل إشارة إذا كانت ضمن مجال الإشارة الممكنة لجزيئات الأوساخ، أما الغبار فإنه يتم تسجيل هذا العيب مع حجمه. يقوم معالج الإشارة للحساس بتحديد المساحة المتوسطة لجزيئات الأوساخ والغبار، ويعطى حجم الجزيئات المتوسط بالميكرومتر (mµ)، ولا يؤثر سطوع أو غمق لون الجزيئات على نتائج الاختبار. ويحدد النظام حجم الجزيئات بمجال من (1750-100) mµ. ويتم التمييز بين الأوساخ والغبار وفقاً لمعايير الاتحاد الفدرالي للصناعات النسيجية العالمي (ITMF) وهي:[1]
- الأوساخ 500<(mµ).
- الغبار 500>(mµ).
قوة القطع والقوة عند الانقطاع واستطالة القطع والاستطالة عند الانقطاع والمتانة
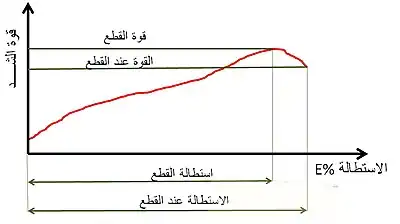
إن قوة القطع هي أعلى قيمة قوة مسجلة عند تطبيق اختبار الشد على العينة. أما استطالة القطع هي الاستطالة عند قيمة قوة القطع هذه. القوة عند الانقطاع هي القوة المسجلة مباشرة قبل انفصال طرفي العينة عن بعضهما البعض، وتكون الاستطالة عند الانقطاع هي الاستطالة عند شروط هذه القوة. من أجل تبسيط المقارنة بين المواد الخام المختلفة، مثل عمليات الغزل المختلفة وعمليات الإنهاء المختلفة ونمر خيوط مختلفة فإنه يكون أكثر تحديدًا دمج قيمة قوة القطع مع نمرة الخيط لإعطاء قيمة مستقلة عن نمرة الخيط وهي المتانة (بالإنجليزية: Tenacity) ووحدتها (N/tex) [1]
العمل المطبق
يُمثل العمل المبذول بيانيًا بالمساحة المحصورة في منحني (الاستطالة– القوة) من الخط العلوي وحتى النقطة التي تصل إليها قوة القطع. يزودنا العمل المبذول ببيانات تشير إلى تلاؤم رد فعل الخيط ضمن شروط التشغيل المتتابعة كما يعتبر وسيلة لتحقيق معاينة فيما يتعلق بالمواد الخام المستخدمة وبما يتعلق بعمليات الغزل.[1]
المصادر
- السلوم، وائل (2009). تقانة خيوط(1). مديرية الكتب والمطبوعات الجامعية، حلب، الجمهورية العربية السورية. ص. 472.
- النجاز، فائز؛ شطرة، طلال (2011). أجهزة قياس نسيجية. مديرية الكتب والمطبوعات الجامعية، حلب، الجمهورية العربية السورية. ص. 388.
| تراكيب نسيجية |
|  |
|---|---|---|
| المكونات | ||
| أدوات وتقنيات |
| |
| أنواع المناسج |
| |
| تقنيات |
|  Sewing tools |
|---|---|---|
| غرز |
| |
| الدرز |
| |
|
| |
| أجزاء الغلق |
| |
| خامات | ||
| أدوات |
| |
|
| |
آلة الخياطة مصنعون |
| |
| باترونات |
| |
| ||
ضبط استنادي | |
|---|---|
| دولية | |
| وطنية | |
 بوابة تصميم
بوابة تصميم